

Daniels stora fräs //Några nya jobbilder
Re: Daniels stora fräs //R8 spindeln klar!
Kan det verkligen vara lösasmt att tillverka egna hållare? Härdning och slipning brukar inte vara en billig historia. Dessutom skall det ju vara en hög noggrannhet. Det måste bli billigare och bättre att köpa dem från Tormach.
Re: Daniels stora fräs //R8 spindeln klar!
Jag köper nya till fräsarna, men till borrar är det ju helt onödigt med härdning och slipning så till det duger det nog som jag tänkte göra.
EDIT:
Och på tal om härdning, om någon undrar så är spindelaxeln från en sieg SX3 inte härdad. Varken ut eller insida.
EDIT:
Och på tal om härdning, om någon undrar så är spindelaxeln från en sieg SX3 inte härdad. Varken ut eller insida.
Re: Daniels stora fräs //R8 spindeln klar!
Nu har jag "beställt" ett jobb på 10st hållare 
Han gissade runt 50€ exkl. material
Han gissade runt 50€ exkl. material
Re: Daniels stora fräs //R8 spindeln klar!
Ska hämta hållarna imorgon
Jag sitter och kollar runt på lite cnc fräsar, och de verkar som jag var lite för snål när det kom till kulskruvarna
Siegs KX3a har 20x4 skruvar och har ca hälften så långa XYZ axlar
De värsta är att jag bara får dit 20mm skruvar med mindre modifikationer.
Kan någon med erfarenhet/kunskap svara om jag har valt för klena kulskruvar till min fräs?
EDIT: Glömde säga att jag har 16x5mm skruvar nu
Jag sitter och kollar runt på lite cnc fräsar, och de verkar som jag var lite för snål när det kom till kulskruvarna
Siegs KX3a har 20x4 skruvar och har ca hälften så långa XYZ axlar
De värsta är att jag bara får dit 20mm skruvar med mindre modifikationer.
Kan någon med erfarenhet/kunskap svara om jag har valt för klena kulskruvar till min fräs?
EDIT: Glömde säga att jag har 16x5mm skruvar nu
Re: Daniels stora fräs //R8 spindeln klar!
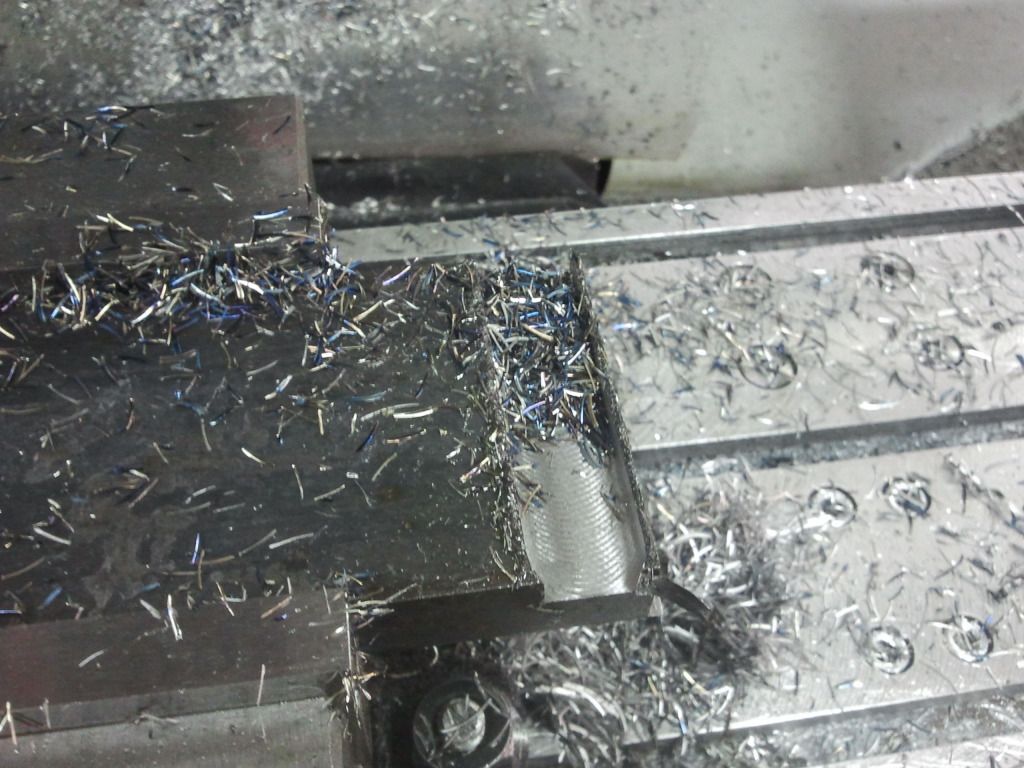
Hållarna hämtade och spåret är fixat med ett verktyg jag såklart glömde ta kort på  Gick bra iaf.
Gick bra iaf.

Testade lite "trochoidal" fräsning också
0.5mm Stepover
ca 6000 rpm
Matade så snabbt fräsen kunde och de hade gärna fått gå snabbare (servomotorer någon?..)
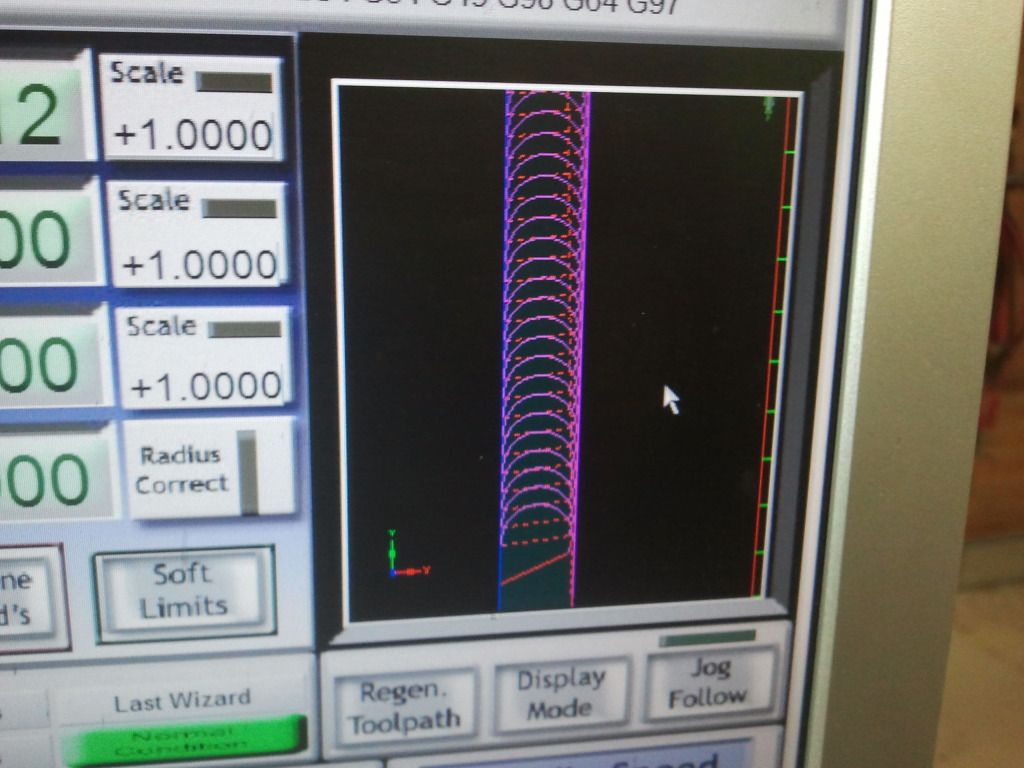

Testade liknande data i stål också.. Vad är de första man ska dra ner/upp om fräsen skriker som en stucken gris? Förutom att köpa en riktig maskin..
Testade lite "trochoidal" fräsning också
0.5mm Stepover
ca 6000 rpm
Matade så snabbt fräsen kunde och de hade gärna fått gå snabbare
Testade liknande data i stål också.. Vad är de första man ska dra ner/upp om fräsen skriker som en stucken gris?
Re: Daniels stora fräs //R8 spindeln klar!
Jag har förr mig att ja lagt in beräkningar på kulskruvarna i mitt Excel ark som ligger i början på min E/G tråd. Bara att mata in data på dina skruvar så får du ut max hastighet vid fyra olika infästningar av skruven.thewho skrev:Ska hämta hållarna imorgon
Jag sitter och kollar runt på lite cnc fräsar, och de verkar som jag var lite för snål när det kom till kulskruvarna
Siegs KX3a har 20x4 skruvar och har ca hälften så långa XYZ axlar
De värsta är att jag bara får dit 20mm skruvar med mindre modifikationer.
Kan någon med erfarenhet/kunskap svara om jag har valt för klena kulskruvar till min fräs?
EDIT: Glömde säga att jag har 16x5mm skruvar nu
Jag valde 20mm skruvar till min fräs, desto klenare skruv desto kortare måste den vara innan du får problem med resonanser i skruven.
Re: Daniels stora fräs //R8 spindeln klar!
Jag tror att jag räknade på det där innan jag beställde skruvarna Men jag tänkte nog om dom är för klena för den bearbetning jag vill kunna göra i fräsen. Och eftersom Seigs KX3a använder 20mm skruvar och är typ hälften så stor så gissar jag att jag borde ha köpt typ 25mm skruvar?
Man kanske skulle testa att packa om muttern med lite större kulor kanske
Man kanske skulle testa att packa om muttern med lite större kulor kanske
Re: Daniels stora fräs //R8 spindeln klar!
Ingen som har några åsikter om kulskruvarna? 
Idag byggde jag en motvikt till Z axeln och jäklar vilken fart den fick 7m/min, dom med riktiga maskiner tycker väl att det är långsamt men för mig räcker det gott och väl
7m/min, dom med riktiga maskiner tycker väl att det är långsamt men för mig räcker det gott och väl 
Passade oxå på att testa lite mer stålfräsning
5mm djupt
1mm stepover
drygt 5krpm (vågar inte högre för det är redan på gräsen med motor och lager)
1200mm/min i matning
Idag byggde jag en motvikt till Z axeln och jäklar vilken fart den fick
Passade oxå på att testa lite mer stålfräsning
5mm djupt
1mm stepover
drygt 5krpm (vågar inte högre för det är redan på gräsen med motor och lager)
1200mm/min i matning
Re: Daniels stora fräs //R8 spindeln klar!
Jag antar att det är med gamla spindeln du fräst? Eller?
Jag personligen tror inte du behöver oroa dig för kulskruvarna alls, men jag har ingen erfarenhet att tala om heller. Även pyttesmå kulskruvar brukar ha fina lastsiffror. Det är väl om du på något vis hade "felkonstruerat" så du skulle kunna få en knäckning på skruven vid hård last på den andra axeln, men de krafterna skall ju linjärerna ta upp.
Jag personligen tror inte du behöver oroa dig för kulskruvarna alls, men jag har ingen erfarenhet att tala om heller. Även pyttesmå kulskruvar brukar ha fina lastsiffror. Det är väl om du på något vis hade "felkonstruerat" så du skulle kunna få en knäckning på skruven vid hård last på den andra axeln, men de krafterna skall ju linjärerna ta upp.
Re: Daniels stora fräs //R8 spindeln klar!
Det är fortfarande med den gamla. Jag måste svarva remskivor och få hålet i spindelhuvudet större på något vis Jag tänkte använda en hålsåg, men det finns kanske bättre sätt?
Re: Daniels stora fräs //R8 spindeln klar!
Bättre sätt är väl svarv, men jag vet inte vad det är för bit du ska bearbeta.
Edit: mobiltangentbord...
Edit: mobiltangentbord...
Re: Daniels stora fräs //R8 spindeln klar!
De är alltså hålet där spindeln monteras i "spindelhuvudet" (i brist på bättre ord)
-
frownlayer

- Inlägg: 1955
- Blev medlem: 17 maj 2012, 19:40:32
- Ort: Reftele
Re: Daniels stora fräs //R8 spindeln klar!
Att fräsen skriker kan bero på mycket.
Men man brukar prata om att antingen Öka matningen, eller minska varvtalet. fräsen skriker för att den har för lite ingrepp i materialet, och ligger bara och gnider, därför skriker fräsen.
Nu vet jag inte vad du hade för fräs, men du hade iaf 6krpm, och det är ganska vanligt med 4 skär på pinnfräsar, när du kör mjukmetall så ska du ha ca 0,08-0,1 i matning/tand.
detta ger oss. 6000*4*0,08=1920mm/min i matning.
Sen ska man ju räkna med rätt skärhastighet till rätt material och rätt fräs. men det hoppas jag att du redan gjort innan du startar spindeln.
Men man brukar prata om att antingen Öka matningen, eller minska varvtalet. fräsen skriker för att den har för lite ingrepp i materialet, och ligger bara och gnider, därför skriker fräsen.
Nu vet jag inte vad du hade för fräs, men du hade iaf 6krpm, och det är ganska vanligt med 4 skär på pinnfräsar, när du kör mjukmetall så ska du ha ca 0,08-0,1 i matning/tand.
detta ger oss. 6000*4*0,08=1920mm/min i matning.
Sen ska man ju räkna med rätt skärhastighet till rätt material och rätt fräs. men det hoppas jag att du redan gjort innan du startar spindeln.
Re: Daniels stora fräs //R8 spindeln klar!
Ska testa att öka hastigheten lite
Ang. data så testar jag mig fram med info från verkstadshandboken och vad olika tillverkare rekommenderar. Fräsarna är från ctctools och dom har ingen data på sina grejer, men priset är därefter också.
Fräsarna går oftast slut pga. att jag gör något dumt och inte för att dom blir utnötta så att köpa fräsar för 10gånger priset bara för att råka köra av den känns inte så smart
Ang. data så testar jag mig fram med info från verkstadshandboken och vad olika tillverkare rekommenderar. Fräsarna är från ctctools och dom har ingen data på sina grejer, men priset är därefter också.
Fräsarna går oftast slut pga. att jag gör något dumt och inte för att dom blir utnötta

