

dåligt skärreslutat av cnc-plasmaskärare
Re: dåligt skärreslutat av cnc-plasmaskärare
tecmo p60 plus är det. troligtvis en lite äldre maskin. tecmo verkar bara göra förbrukningsvaror för plasmamaskiner numera. jag kör med luft. nitrogen, helium, argon osv kan man köra med, inte metan eller oxygen 
Re: dåligt skärreslutat av cnc-plasmaskärare
Jag kör med vanlig luft till min hand plasmaskärare, vilket funkar utmärkt om luften är ren. Fick köra med en separat kompressor innan vi bytte till en ny på jobbet. Olja och vatten gjorde att den inte ville starta, men snitten var det inga fel på. Vid rätt hastighet ser det nästan ut som man kapat med klinga. Jag skär mest i 8mm stål. Skall inte behöva annat än luft för bra resultat.
Re: dåligt skärreslutat av cnc-plasmaskärare
hur märker man om det är lite fukt i luften? hur påverkar det skärandet/skärsnittet? den maskinen jag hyrde hade en vattenavskiljare men inte den nya jag ska testa att köra med.
Re: dåligt skärreslutat av cnc-plasmaskärare
Vår gamla plasma funkade bra med all luft, men den nya har vi extra avskiljare men det hjälpte inte. Problemet jag märkt med vatten i luften är att den inte vill tända
Re: dåligt skärreslutat av cnc-plasmaskärare
Jag körde lite mer med den lånade maskinen som är en Deca PAC55. den som swedol har. Jag körde i 4mm svart och fick väldigt bra resultat men fortfarande problem med vinkeln. fast nu är den kanske nere på 5-7 grader. Jag fick slagg på baksidan, men bara en 2mm bred sträng. den gick väldigt lätt att knipsa bort med en avbitartång. jag läste i https://www.hypertherm.com/Xnet/library ... =HYP109170 som är manualen till hypertherm powermax 45. där beskriver dom inte skillnaden direkt mellan långsamt och snabbt slagg (sidan 16) men med tanke på hur lätt det gick att få bort så misstänker jag det är långsamt, fast den gick inte att skrapa bort... Sen är ju räfflorna böjda och av det DW sa så skulle jag skära för snabbt. jag förmodar att det som gör räfflorna böjda är samma som gör att det blir rundade hörn på undersidan av plåten?
denna biten körde jag med ett ganska slitet munstycke. när jag sedan skulle testa ett nytt så vägrade den att slå igenom även om jag körde kantstart och sänkte hastigheten... jag monterade om men det hjälpte inte.


denna biten körde jag med ett ganska slitet munstycke. när jag sedan skulle testa ett nytt så vägrade den att slå igenom även om jag körde kantstart och sänkte hastigheten... jag monterade om men det hjälpte inte.
Senast redigerad av Rayman 9 september 2011, 19:04:26, redigerad totalt 1 gång.
-
DW

- Inlägg: 2497
- Blev medlem: 9 september 2007, 20:34:04
- Ort: Knallestaden invid Wiskan-elfven
- Kontakt:
Re: dåligt skärreslutat av cnc-plasmaskärare
-läste inte allt innan men prova att sänka trycket i intervall ned till det blir dåligt -ej skär.
Minsta skit eller deformation i munstycket påverkar strålbilden.
Minsta skit eller deformation i munstycket påverkar strålbilden.
Re: dåligt skärreslutat av cnc-plasmaskärare
menar du amperen? det har jag gjort. maskinen orkar bara 40A men detta va det bästa skärresultatet jag kunde få fram. jag testade olika feedrates, ampere och skärhöjd.
Re: dåligt skärreslutat av cnc-plasmaskärare
En del leverantörer av plasmaskärare tillhandahåller tabeller med skärhastigheter för olika material och tjocklek. Kolla om det finns något till den du använder i din CNC-maskin.
By the way, jag har fått ett uppdrag att bygga en CNC-styrd plasmaskärmaskin till en kompis. Har du någon bild på din maskin? Den jag skall bygga skall ha 3m x 1,5m skäryta. Din kanske är mindre men det är alltid roligt att se hur andra har löst sitt behov.
By the way, jag har fått ett uppdrag att bygga en CNC-styrd plasmaskärmaskin till en kompis. Har du någon bild på din maskin? Den jag skall bygga skall ha 3m x 1,5m skäryta. Din kanske är mindre men det är alltid roligt att se hur andra har löst sitt behov.
Re: dåligt skärreslutat av cnc-plasmaskärare
labmaster: nej men båda maskinerna är tillbakalämnade nu. jag har bestämt mig för att köpa en kinamaskin istället. en http://cgi.ebay.com/ws/eBayISAPI.dll?Vi ... 0271517843 kommer det nog bli.
såhär ser renderingen ut av min maskin från solidworks:
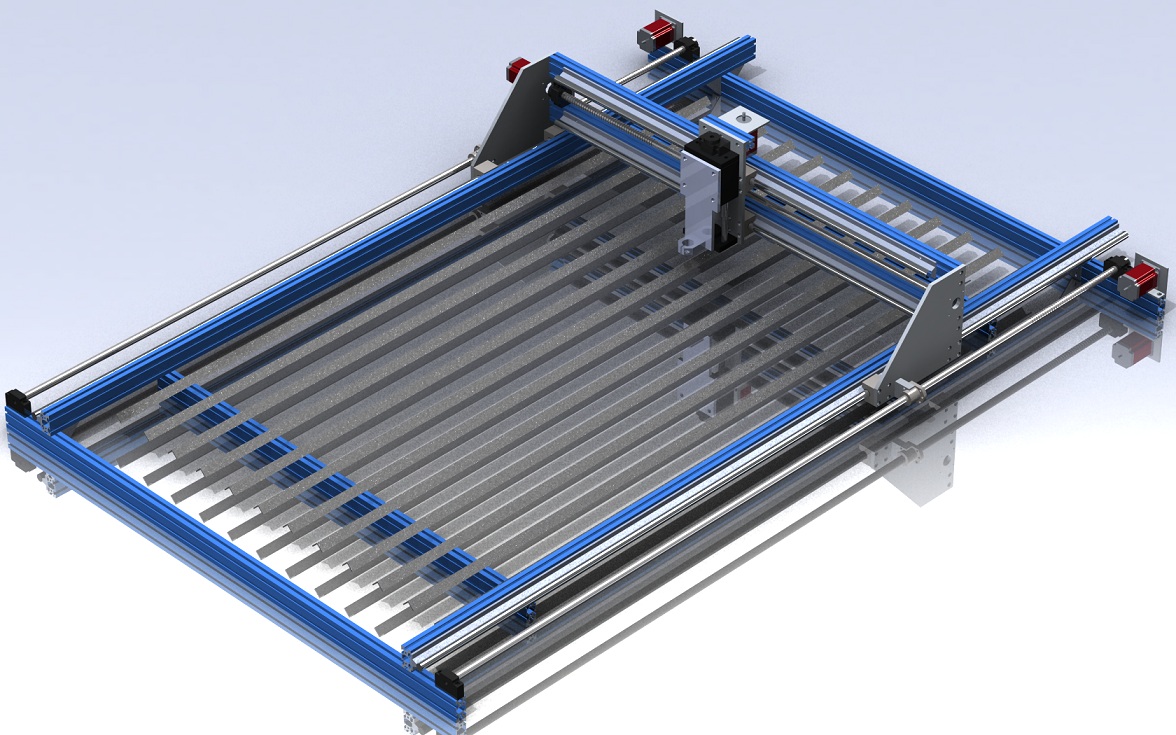
fler bilder på byggloggen: http://www.locostsweden.se/ipb/index.php?showtopic=9679
men hade jag gjort en ny så hade jag ändrat lite.
jag skulle inte köra med kulskruvar. anledningen till varför jag ändå har det nu är för att jag vill kunna skära lite MDF o plywood med den i framtiden. jag skulle annars köra med kuggstång. precisionen blir ju inte lika bra men du får upp en jävla hastighet med mindre motorer, billigare att bygga med och enklare. sen skulle jag inte köra med såna runda axlar som linjärenheter utan med såhär: http://web.tradekorea.com/upload_file/p ... 155430.gif
dom är mkt dyrare men lättare eftersom att railen bara fästs i en rad med hål. jag va själv låst till profiler med 30mm mellan spåren för mina linjäraxlar.
såhär ser renderingen ut av min maskin från solidworks:
fler bilder på byggloggen: http://www.locostsweden.se/ipb/index.php?showtopic=9679
men hade jag gjort en ny så hade jag ändrat lite.
jag skulle inte köra med kulskruvar. anledningen till varför jag ändå har det nu är för att jag vill kunna skära lite MDF o plywood med den i framtiden. jag skulle annars köra med kuggstång. precisionen blir ju inte lika bra men du får upp en jävla hastighet med mindre motorer, billigare att bygga med och enklare. sen skulle jag inte köra med såna runda axlar som linjärenheter utan med såhär: http://web.tradekorea.com/upload_file/p ... 155430.gif
dom är mkt dyrare men lättare eftersom att railen bara fästs i en rad med hål. jag va själv låst till profiler med 30mm mellan spåren för mina linjäraxlar.
Re: dåligt skärreslutat av cnc-plasmaskärare
mer slagg. på lånemaskinen testade jag från 4 till 5,5 bar med en del skillnad. när jag körde på hyrmaskinen så blev det väldigt mycket mindre slagg när jag höjde från 5 till 7,5 bar.

