

Hej,
Tänkte att det vore bra med en tråd där vi tar upp olika CNC-FRÄS-projekt med DETALJER som vi fräst / tänker fräsa i främst olika Metaller och Plaster. Tråden är inte ämnad att ta upp detaljer i trä, frigolit och liknande, då det redan finns minst en utmärkt tråd för router-folket som frekvent jobbar i trä, MDF osv.
Här kan vi visa upp våra CNC-frästa detaljer, framtida detaljer, riggningar, verktygsval, kördata, programmeringsknep, kylmetoder mm, så slipper vi ta upp det i själva maskintrådarna och belasta dom med själva alsterna...ja ni vet.
Efterhand blir tråden en utmärkt idékälla för alla som söker bearbetningstips och inspiration för CNC-fräsning.
Försök ta med så mycket bilder som möjligt. Att "En bild säger mer än 1000 ord" är ett känt faktum!
Detaljer som vi CNC-Fräst / skall fräsa(OBS, ej trädetaljer)
-
CNC Viking

- Inlägg: 550
- Blev medlem: 13 oktober 2008, 22:18:30
- Ort: Värnamo
- Kontakt:
-
CNC Viking
- Inlägg: 550
- Blev medlem: 13 oktober 2008, 22:18:30
- Ort: Värnamo
- Kontakt:
Borrat Ø1mm hål i Titanrör
Lite info om borrning i Titan, min första kontakt med det materialet.
Borrade häromda'n 108st Ø1mm hål i 3st Titanrör Ø22 x 0.9mm, vilket var en utmaning, men med lite speciella kördata gick det vägen. Rör som kostar 1200kr/m vill man inte direkt skrota!
Fräsen snurrar faktiskt med 6000 rpm här. Kamerablixten ”fryser” alltid spindeln på detta sätt. Tråkigt ibland, ingen action i bilden då…

Jag borrade med Ø1mm 2-skärs borrande HSS pinnfräs. 6000 rpm även i denna bild! Hålen blev ca 0.05-0.07mm för stora vilket var OK i detta fall.
Skulle kanske gått bra / bättre med en kort borr också? Blir ganska långa spånor som jag blåste bort efter varje hål. 100% passning med andra ord.
Man borrar med ca 50-60mm/min Z-matning. Men att borra i ett svep går inte! Fräsen går av efter bara 3-4 hål, 330:- per st!
Man måste stegborra (Peck Drill) med ca 0.06mm per steg. Det var en kompis till min kund som gav oss det tipset.

Fräsen jag använde. Har borrat 108 hål med den hittills och den är fortfarande skarp och fin.

3 färdiga titanrör som beställaren skall polera sen.

Borrade häromda'n 108st Ø1mm hål i 3st Titanrör Ø22 x 0.9mm, vilket var en utmaning, men med lite speciella kördata gick det vägen. Rör som kostar 1200kr/m vill man inte direkt skrota!
Fräsen snurrar faktiskt med 6000 rpm här. Kamerablixten ”fryser” alltid spindeln på detta sätt. Tråkigt ibland, ingen action i bilden då…
Jag borrade med Ø1mm 2-skärs borrande HSS pinnfräs. 6000 rpm även i denna bild! Hålen blev ca 0.05-0.07mm för stora vilket var OK i detta fall.
Skulle kanske gått bra / bättre med en kort borr också? Blir ganska långa spånor som jag blåste bort efter varje hål. 100% passning med andra ord.
Man borrar med ca 50-60mm/min Z-matning. Men att borra i ett svep går inte! Fräsen går av efter bara 3-4 hål, 330:- per st!
Man måste stegborra (Peck Drill) med ca 0.06mm per steg. Det var en kompis till min kund som gav oss det tipset.
Fräsen jag använde. Har borrat 108 hål med den hittills och den är fortfarande skarp och fin.
3 färdiga titanrör som beställaren skall polera sen.

Re: Detaljer som vi CNC-Fräst / skall fräsa(OBS, ej trädetaljer)
Snyggt! Kul med erfarenheter av ett så udda material, man vet aldrig när man kan behöva den kunskapen!
Vad ska det användas till?
Vad ska det användas till?

Re: Detaljer som vi CNC-Fräst / skall fräsa(OBS, ej trädetaljer)

Re: Detaljer som vi CNC-Fräst / skall fräsa(OBS, ej trädetaljer)
Jag kopierar över inlägget från den andra tråden.
Utgångsmaterial är SS2333 Ø475 - 410.
Detaljen är i största laget för min svarv och chuck, med det går med ett nödrop.
Kruxet med den den här bearbetningen är dom stora bakplaningarna som ska köras invändigt.
Snäva toleranser och höga ytkrav.
Hej.
Har några bilder på ett turbinnav jag körde förra veckan. Tyvärr är det mest svarvning, hoppas det går bra ändå.






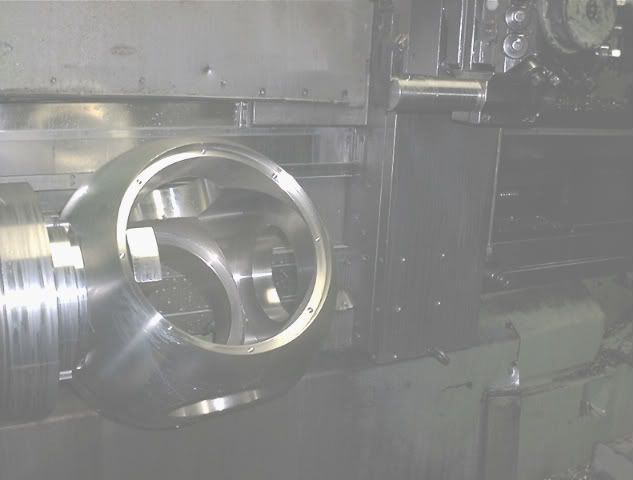

Utgångsmaterial är SS2333 Ø475 - 410.
Detaljen är i största laget för min svarv och chuck, med det går med ett nödrop.
Kruxet med den den här bearbetningen är dom stora bakplaningarna som ska köras invändigt.
Snäva toleranser och höga ytkrav.
Hej.
Har några bilder på ett turbinnav jag körde förra veckan. Tyvärr är det mest svarvning, hoppas det går bra ändå.
-
CNC Viking
- Inlägg: 550
- Blev medlem: 13 oktober 2008, 22:18:30
- Ort: Värnamo
- Kontakt:
Re: Detaljer som vi CNC-Fräst / skall fräsa(OBS, ej trädetaljer)
dar303:
De används som luftlagrade pivot'er till tonarmen på skivspelare i 100 000 kr-klassen. Det skall in en avancerad teflonkomponent inuti, som stryper luften med ännu mindre hål för att få en ljudlös luftlagring.
Det skall in en avancerad teflonkomponent inuti, som stryper luften med ännu mindre hål för att få en ljudlös luftlagring.
POS:
Ja Peck drill tycker jag är kanon i de flesta material. Det spånar ur hålet effektivt så inte borren fastnar i hålet. En del kallar den också för Deep Drill. G-koden för detta heter G83.
Säter:
Klart det är en fräsdetalj! Du bara visar hur man smidigt tar fram ämnet till den.
De tre stavarna i "svarvchucken", är de bara till för att centrera före du sätter an dubben, eller? Har du nån bild under själva svarvningen av yttersfären också?
Har mycket stor respekt för hur du hanterar de där "traverspjäserna"!!
De används som luftlagrade pivot'er till tonarmen på skivspelare i 100 000 kr-klassen.
POS:
Ja Peck drill tycker jag är kanon i de flesta material. Det spånar ur hålet effektivt så inte borren fastnar i hålet. En del kallar den också för Deep Drill. G-koden för detta heter G83.
Säter:
Klart det är en fräsdetalj! Du bara visar hur man smidigt tar fram ämnet till den.
De tre stavarna i "svarvchucken", är de bara till för att centrera före du sätter an dubben, eller? Har du nån bild under själva svarvningen av yttersfären också?
Har mycket stor respekt för hur du hanterar de där "traverspjäserna"!!
Re: Detaljer som vi CNC-Fräst / skall fräsa(OBS, ej trädetaljer)
Ett av problemen är att chucken är i minsta laget, vilket gör att detaljen lätt vill lossna.
När jag svarvar utvändigt klämmer jag på med ett rör sittande på dubben. Röret syns på bild 2.
När det sedan ska borras och svarvas invändigt använder jag en ring + 3st gängstänger för att hålla detaljen på säkert på plats. "Pinnarna" du ser är M16 gängstänger ingängade i backarna. Dock är inte ringen monterad på bilden.
Tyvärr har jag inga fler bilder.
Travers var väl och ta i. Jag har enbart hemgjorda lyftdon då rucklet jag håller till i, är allt annat än ändamålsenligt.
Låg takhöjd, delvis jordgolv, pelare och skit så man måste ha telfrar lite överallt. Önskedrömmen vore ju en travers som svepte hela lokalen.
Notera den hemgjorda kärnborren Ø158 på bild 4. Fungerar kanon. 2 st trigonskär, ett som tar innerdiametern, ett som tar ytter.
När jag svarvar utvändigt klämmer jag på med ett rör sittande på dubben. Röret syns på bild 2.
När det sedan ska borras och svarvas invändigt använder jag en ring + 3st gängstänger för att hålla detaljen på säkert på plats. "Pinnarna" du ser är M16 gängstänger ingängade i backarna. Dock är inte ringen monterad på bilden.
Tyvärr har jag inga fler bilder.
Travers var väl och ta i. Jag har enbart hemgjorda lyftdon då rucklet jag håller till i, är allt annat än ändamålsenligt.
Låg takhöjd, delvis jordgolv, pelare och skit så man måste ha telfrar lite överallt. Önskedrömmen vore ju en travers som svepte hela lokalen.
Notera den hemgjorda kärnborren Ø158 på bild 4. Fungerar kanon. 2 st trigonskär, ett som tar innerdiametern, ett som tar ytter.
Re: Detaljer som vi CNC-Fräst / skall fräsa(OBS, ej trädetaljer)
Måste krävas ett visst mod att sätta i skäret på den sista operationen... Blir det fel så är det många timmar åt *******, inklusive ett fett ämne. Ingen detalj man vill köra en varg på.
Re: Detaljer som vi CNC-Fräst / skall fräsa(OBS, ej trädetaljer)
Mkt bra initiativ av CNC Viking att starta denna och den andra tråden så man slipper "sabba" sin eller andras maskintrådar.
Hoppas mkt på att kunna få massor med tips och ideer på data, fixturer etc härifrån.
Peter.
Säter, detdär är "riiiiispekt", som Killinggänget sa!
Har du helt nischat dig på att köra detaljer i "manlig storlek" eller gör du även mer normala jobb?
Hoppas mkt på att kunna få massor med tips och ideer på data, fixturer etc härifrån.
Säter, detdär är "riiiiispekt", som Killinggänget sa!
Har du helt nischat dig på att köra detaljer i "manlig storlek" eller gör du även mer normala jobb?

Re: Detaljer som vi CNC-Fräst / skall fräsa(OBS, ej trädetaljer)
Oj Oj Säter. Jag förstår att du spelar i de högre divisionerna. Mycket imponerande.
Om jag fattat rätt är det ett nav till en kaplansturbin som du trollat fram ur den där klumpen.
Har du gjort bladen och de övriga delarna till löphjulet också?
Om jag fattat rätt är det ett nav till en kaplansturbin som du trollat fram ur den där klumpen.
Har du gjort bladen och de övriga delarna till löphjulet också?
Re: Detaljer som vi CNC-Fräst / skall fräsa(OBS, ej trädetaljer)
#Har du helt nischat dig på att köra detaljer i "manlig storlek" eller gör du även mer normala jobb?#
Jag tycker mig märka ett hack uppåt i pris när detaljerna inte gå att hantera med handkraft längre.
Så ja, jag försöker hålla mig till 50kg+.
#Oj Oj Säter. Jag förstår att du spelar i de högre divisionerna.#
Nej, det just det jag inte gör. Jag är en vanlig "pulare" som försökt slira in på lite större detaljer.
Jag har vare sig ändamålsenliga lokaler eller modern maskinpark. Det får gå ändå.
Mycket riktigt är det nav till kaplanturbin. Enda detaljen jag tillverkar till dom.
Tyvärr verkar det som jag tappat jobbet, har inte kört någon nu på ett halvår.
Jag tycker mig märka ett hack uppåt i pris när detaljerna inte gå att hantera med handkraft längre.
Så ja, jag försöker hålla mig till 50kg+.
#Oj Oj Säter. Jag förstår att du spelar i de högre divisionerna.#
Nej, det just det jag inte gör. Jag är en vanlig "pulare" som försökt slira in på lite större detaljer.
Jag har vare sig ändamålsenliga lokaler eller modern maskinpark. Det får gå ändå.
Mycket riktigt är det nav till kaplanturbin. Enda detaljen jag tillverkar till dom.
Tyvärr verkar det som jag tappat jobbet, har inte kört någon nu på ett halvår.
Re: Detaljer som vi CNC-Fräst / skall fräsa(OBS, ej trädetaljer)
Är det ett stödlager som skymtar vid dubben?
Använder du det? Eller sitter det där ändå?
Använder du det? Eller sitter det där ändå?

Re: Detaljer som vi CNC-Fräst / skall fräsa(OBS, ej trädetaljer)
Oj, förlåt men jag märkte att jag postat i fel tråd så jag flyttade den till svarv tråden.
http://elektronikforumet.com/forum/view ... =5&t=42473
Men visst ser du helt rätt, fast dom används inte i denhär körningen utan bara finns där.
http://elektronikforumet.com/forum/view ... =5&t=42473
Men visst ser du helt rätt, fast dom används inte i denhär körningen utan bara finns där.
Re: Detaljer som vi CNC-Fräst / skall fräsa(OBS, ej trädetaljer)
Säter. Det var inte det jag menade med de högre divisionerna. Inte hur dyra fina maskiner man har.
Det är din kompetens och skicklighet som yrkesman jag menar. Du gör samma jobb med dina gamla maskiner och hemmagjorda verktyg och jordgolv som andra behöver femmiljonersmaskiner för att utföra. Var inte så blygsam.
Det är din kompetens och skicklighet som yrkesman jag menar. Du gör samma jobb med dina gamla maskiner och hemmagjorda verktyg och jordgolv som andra behöver femmiljonersmaskiner för att utföra. Var inte så blygsam.
-
CNC Viking
- Inlägg: 550
- Blev medlem: 13 oktober 2008, 22:18:30
- Ort: Värnamo
- Kontakt:
Re: Detaljer som vi CNC-Fräst / skall fräsa(OBS, ej trädetaljer)
"Importerar" den här produkt-diskussionen från maskintråden till detta mer passande forum...
Ursprunget till inläggen ser ni här:
http://elektronikforumet.com/forum/view ... &start=195
AndreasL:
"när det blir snudd storserie av det hela och utpriset tom slår importskräpet,.."
Det värsta är att "importskräpet" ofta ser förbannat bra ut och har även exakta mått mm. Kolla styrfästen till MC, en hel massa frästa / eloxerade bil-bling-grejor mm på Biltema. Vad man inte kan se är exakt vilket material som används.
Men en sak som jag undrar över:
Hur är det med kritiska detaljer som har t.ex. med styrningen eller bromsarna att göra, som MC-gaffelkronor, styrfästen, bromsok, motsvarande till bilar mm?
Måste de vara provade och godkända av nån myndighet? Och hur mycket måste man vara försäkrad ifall det blir haveri på en sån detalj? Tänk att bli stämd av en USA-kund! Hur gör de mindre tillverkarna inom Hot Rod / Racing-branschen?
Ursprunget till inläggen ser ni här:
http://elektronikforumet.com/forum/view ... &start=195
AndreasL:
"när det blir snudd storserie av det hela och utpriset tom slår importskräpet,.."
Det värsta är att "importskräpet" ofta ser förbannat bra ut och har även exakta mått mm. Kolla styrfästen till MC, en hel massa frästa / eloxerade bil-bling-grejor mm på Biltema. Vad man inte kan se är exakt vilket material som används.
Men en sak som jag undrar över:
Hur är det med kritiska detaljer som har t.ex. med styrningen eller bromsarna att göra, som MC-gaffelkronor, styrfästen, bromsok, motsvarande till bilar mm?
Måste de vara provade och godkända av nån myndighet? Och hur mycket måste man vara försäkrad ifall det blir haveri på en sån detalj? Tänk att bli stämd av en USA-kund!

