


Jag tror att man kan få skiktjocklekar på upp till 0,2-0,3mm med plätering men jag är inte helt säker.
Ett annat alternativ är att termisk sprutning med vilket jag tror är lättare att få tjocka skikt.
Projekt: Frässpindel med möjlighet för verktygsväxlare.
-
blackadder

- Inlägg: 325
- Blev medlem: 2 juli 2007, 21:23:40
- Ort: Dingle
Tack för tipsen, och omtanken! Allt tas emot med varm hand!
Angående vibrationer så är det med största sannolikhet så att den är oval även invändigt. Jag tror, och hoppas, dock att det inte kommer att spela SÅ stor roll. Jag kommer att brotcha den tillbaka till 25mm så att hylsan med dragstången går i igen. (Den gjorde det innan, nu gör den inte det). Förhopningsvis så räcker det. Om det blir plätering så bygger väl det skiktet även på insidan så då är det lugnt i vilket fall.
Jag skall ta en ordentlig diskussion med firman som slipar hurvida dom tror att det går att rädda den med hjälp av plätering, bussning eller whatever eller om "rätt" utväg är att göra en ny. Jag har material till en axel till så det är min tid och arbetsinsats som avgör. Jag kommer att göra det som resulterar i bäst pris/prestanda förhållande.
Tack igen!
/H.O
Angående vibrationer så är det med största sannolikhet så att den är oval även invändigt. Jag tror, och hoppas, dock att det inte kommer att spela SÅ stor roll. Jag kommer att brotcha den tillbaka till 25mm så att hylsan med dragstången går i igen. (Den gjorde det innan, nu gör den inte det). Förhopningsvis så räcker det. Om det blir plätering så bygger väl det skiktet även på insidan så då är det lugnt i vilket fall.
Jag skall ta en ordentlig diskussion med firman som slipar hurvida dom tror att det går att rädda den med hjälp av plätering, bussning eller whatever eller om "rätt" utväg är att göra en ny. Jag har material till en axel till så det är min tid och arbetsinsats som avgör. Jag kommer att göra det som resulterar i bäst pris/prestanda förhållande.
Tack igen!
/H.O
-
blackadder
- Inlägg: 325
- Blev medlem: 2 juli 2007, 21:23:40
- Ort: Dingle
Hej,
I måndags skickade jag axeln till Ljungby Metallplätering AB för plätering av det övre lagerläget, sen blir det åter till slipfirman. Jag har goda förhoppningar om att det blir bra i slutänden. Tack till whynot för tipset om plätering, det hade jag nog inte kommit på själv.
Lite andra framsteg. Jag tillverkade en adapterplatta för luftcylindern i en manuell maskin:

De försänkta hålen passar mot de fyra hålen i toppen på spindelhuset och de fyra hålen i hörnen passar mot cylinderns fästhål. Kolvstången är 20mm så hålet i centrum kommer att borras upp men först behövde jag fräsa en planförsänkning eftersom det är en förhöjning på cylindern, runt kolvstången.
Jag satte en 6mm cylindrisk pinne i hålet i plattan och sedan spännde jag fast den lite lätt i spindeln, joggade till lämpligt ställe på maskinbordet och spännde fast plattan, sedan nollade jag X- & Y-axeln.

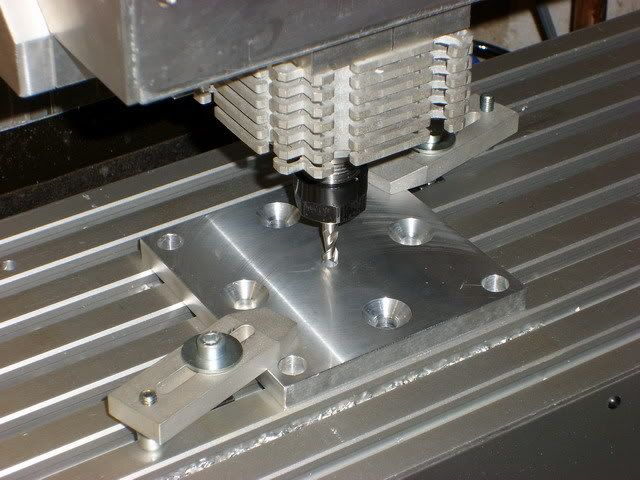
Programmet gjorde jag så 0,0 var i centrum, sedan var det bara att åka. Körde med en 6mm fräs, 3600rpm och 193mm/min, skärbredd 3mm och djup 1.8mm Sen tog jag ett finskär, 0.1mm på djupet och radien:

Kvar att göra nu är att kapa cylindern, göra fyra distanser och svarva "locket" som sitter i änden på dragstångshylsan. Och sen den nya "Z-vagnen", förståss....förr eller senare så blir det nog klart.
/H.O
I måndags skickade jag axeln till Ljungby Metallplätering AB för plätering av det övre lagerläget, sen blir det åter till slipfirman. Jag har goda förhoppningar om att det blir bra i slutänden. Tack till whynot för tipset om plätering, det hade jag nog inte kommit på själv.
Lite andra framsteg. Jag tillverkade en adapterplatta för luftcylindern i en manuell maskin:
De försänkta hålen passar mot de fyra hålen i toppen på spindelhuset och de fyra hålen i hörnen passar mot cylinderns fästhål. Kolvstången är 20mm så hålet i centrum kommer att borras upp men först behövde jag fräsa en planförsänkning eftersom det är en förhöjning på cylindern, runt kolvstången.
Jag satte en 6mm cylindrisk pinne i hålet i plattan och sedan spännde jag fast den lite lätt i spindeln, joggade till lämpligt ställe på maskinbordet och spännde fast plattan, sedan nollade jag X- & Y-axeln.
Programmet gjorde jag så 0,0 var i centrum, sedan var det bara att åka. Körde med en 6mm fräs, 3600rpm och 193mm/min, skärbredd 3mm och djup 1.8mm Sen tog jag ett finskär, 0.1mm på djupet och radien:
Kvar att göra nu är att kapa cylindern, göra fyra distanser och svarva "locket" som sitter i änden på dragstångshylsan. Och sen den nya "Z-vagnen", förståss....förr eller senare så blir det nog klart.
/H.O

Porjektet ligger långt över mitt huvud, men det är fina bitar du tillverkar, så det skall bli spännande att se slutresultatet.
Skulle jag kört circklen hade jag kört med 10 mm treskärig fräs och 1000 rpm och i övrigt samma data som du använt, men det hade inte blivt bättre men gått fortare och det är ju resultatet som räknas
och det är ju resultatet som räknas 
Edith: Det hade ju inte gått fortare bara för att använda en större fräs
Skulle jag kört circklen hade jag kört med 10 mm treskärig fräs och 1000 rpm och i övrigt samma data som du använt, men det hade inte blivt bättre men gått fortare
Edith: Det hade ju inte gått fortare bara för att använda en större fräs
Hej,
Väntar på att få tillbaka axeln från pläteringen... Dessutom ligger jag "ute" på jobb så det händer inte så mycket - bara hemma över helgen. Men posten hade i alla fall varit snälla och kommit med ett paket:

5st BT30-ER16 hållare med tillhörande dragtappar och 13 spännhylsor i diverse storlekar. Ännu större anledning att pressa mig igenom projektet, som jag visserligen visste skulle bli svårt men som har visat sig spjärna emot rejält...
Återkommer med uppdateringar när axeln är tillbaka.
/H.O
Väntar på att få tillbaka axeln från pläteringen... Dessutom ligger jag "ute" på jobb så det händer inte så mycket - bara hemma över helgen. Men posten hade i alla fall varit snälla och kommit med ett paket:
5st BT30-ER16 hållare med tillhörande dragtappar och 13 spännhylsor i diverse storlekar. Ännu större anledning att pressa mig igenom projektet, som jag visserligen visste skulle bli svårt men som har visat sig spjärna emot rejält...
Återkommer med uppdateringar när axeln är tillbaka.
/H.O
Dags för en liiiten uppdatering.
Idag fick jag tillbaka axeln från pläteringen. Nu är den gott och väl 30mm i överänden igen så det finns material att ta av vid slipningen. Så här ser den ut nu:


Rätt intressant teknik, ser nästan ut som att det bara är en hylsa som är trädd utanpå axeln - den sitter fast dock.... Hoppas nu bara att det fungerar.... Nästa vecka bär det av på jobb igen men veckan efter skall jag försöka fixa dom sista bitarna och lämna "tillbaks" axeln för slipning. Sen får vi se - kanske blir ett dyrt fiasko....
/H.O
Idag fick jag tillbaka axeln från pläteringen. Nu är den gott och väl 30mm i överänden igen så det finns material att ta av vid slipningen. Så här ser den ut nu:
Rätt intressant teknik, ser nästan ut som att det bara är en hylsa som är trädd utanpå axeln - den sitter fast dock.... Hoppas nu bara att det fungerar.... Nästa vecka bär det av på jobb igen men veckan efter skall jag försöka fixa dom sista bitarna och lämna "tillbaks" axeln för slipning. Sen får vi se - kanske blir ett dyrt fiasko....
/H.O
Hej,
Det gick på 800:- Helt klart värt det jämfört med att göra en ny - under förutsättning att det fungerar nu alltså. Problemet var ju inte att den var sned utan att den blivit oval även i den ohärdade änden. Där hade jag inte lämnat tillräckligt med material för att slipa "tillbaks" den rund.
/H.O
Det gick på 800:- Helt klart värt det jämfört med att göra en ny - under förutsättning att det fungerar nu alltså. Problemet var ju inte att den var sned utan att den blivit oval även i den ohärdade änden. Där hade jag inte lämnat tillräckligt med material för att slipa "tillbaks" den rund.
/H.O
Hejhej...
Jo, har följt tråden. Det övre lagerläget hade blivit ovalt med några tiondelare. Man brukar inte bearbeta några mått innan härdning pga formavvikelser, men det är lätt att säga i efterhand. Pläteringen blev ju inte så fasligt dyr iaf. Så det var nog rätta valet trots allt eftersom du hade svarvat klart lagerläget.
Blir något dyrare projekt än tänkt, men jag hade själv nog knappast gjort den billigare. Blir intressant att få sen den klar. Lycka till!
Jo, har följt tråden. Det övre lagerläget hade blivit ovalt med några tiondelare. Man brukar inte bearbeta några mått innan härdning pga formavvikelser, men det är lätt att säga i efterhand. Pläteringen blev ju inte så fasligt dyr iaf. Så det var nog rätta valet trots allt eftersom du hade svarvat klart lagerläget.
Blir något dyrare projekt än tänkt, men jag hade själv nog knappast gjort den billigare. Blir intressant att få sen den klar. Lycka till!
Hej,
Oj vad tiden går...men nu börjar det hända lite grejer igen - äntligen. Jag var och hämtade den slipade spindelaxeln idag - nu har jag ingen mikrometer hemma så jag kan inte kontrollmäta men jag förutsätter att de har "satt" måtten på lagersätena. Konan verkar i alla fall passa perfekt!
Låter bilderna tala för sig själva:

(Ursäkta blixten)


Nedre delen på "röret" för dragstången är också härdat, precis som hela grippern. Så dom behövde lite putsning/polering. I övrigt ser dom ut som redan visade bilder så inget nytt där.
Imorgon blir det kontrollmätning och förhoppningsvis provmontering.
/H.O
Oj vad tiden går...men nu börjar det hända lite grejer igen - äntligen. Jag var och hämtade den slipade spindelaxeln idag - nu har jag ingen mikrometer hemma så jag kan inte kontrollmäta men jag förutsätter att de har "satt" måtten på lagersätena. Konan verkar i alla fall passa perfekt!
Låter bilderna tala för sig själva:
(Ursäkta blixten)
Nedre delen på "röret" för dragstången är också härdat, precis som hela grippern. Så dom behövde lite putsning/polering. I övrigt ser dom ut som redan visade bilder så inget nytt där.
Imorgon blir det kontrollmätning och förhoppningsvis provmontering.
/H.O

