

Projekt: Frässpindel med möjlighet för verktygsväxlare.
Hej,
Händer inte så mycket med spindelprojektet för tillfället. Väntar på svar från slipfirman men det är ju semestertider hos dom också så... Jag har i alla fall skissat lite på hur det kan komma att se ut när spindeln väl hamnar på maskinen:
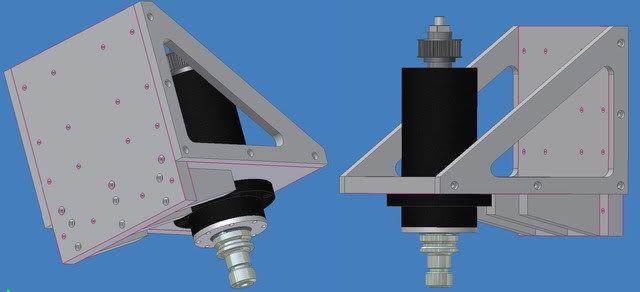
Kommer att bli tight med luftcylinder och motor - får se om jag får dit det över huvud taget eller om jag måste byta ner mig i motorstorlek...
JBV,
Hur går det för dig? Framsteg, bakslag, ideer?
/H.O
Händer inte så mycket med spindelprojektet för tillfället. Väntar på svar från slipfirman men det är ju semestertider hos dom också så... Jag har i alla fall skissat lite på hur det kan komma att se ut när spindeln väl hamnar på maskinen:
Kommer att bli tight med luftcylinder och motor - får se om jag får dit det över huvud taget eller om jag måste byta ner mig i motorstorlek...
JBV,
Hur går det för dig? Framsteg, bakslag, ideer?
/H.O
Pinolhålet var för litet för en 30 kona! Har inte ritat något mer, men jag ska spana efter en modell av en frameless motor och kolla hur det blir!
Sett den här?
http://www.anderswallin.net/2006/12/new ... installed/
Sett den här?
http://www.anderswallin.net/2006/12/new ... installed/
Aargh, vad synd! Posta när du gör framsteg!
Nej, den hade jag inte sett förut även om Anders postar ibland på något av forumen jag kollar. Vad jag förstår så har han en likadan maskin som du. Kan kanske vara något att hämta ideer ifrån. Inte överdrivet förtjust i att bara ha två kullager på det viset, speciellt inte på en så "stor" spindel. Hur ser lagringen ut "original" på en BF20?
Får ta och kolla igenom den sidan lite noggrannare, tack för länken!
/H.O
Nej, den hade jag inte sett förut även om Anders postar ibland på något av forumen jag kollar. Vad jag förstår så har han en likadan maskin som du. Kan kanske vara något att hämta ideer ifrån. Inte överdrivet förtjust i att bara ha två kullager på det viset, speciellt inte på en så "stor" spindel. Hur ser lagringen ut "original" på en BF20?
Får ta och kolla igenom den sidan lite noggrannare, tack för länken!
/H.O
Det var den här jag tänkte på egentligen märkte jag;
http://www.anderswallin.net/2006/10/a-n ... -cnc-mill/
Jag har inte manualen med sprängskisserna här, men jag ska kolla upp lagringen senare.
http://www.anderswallin.net/2006/10/a-n ... -cnc-mill/
Jag har inte manualen med sprängskisserna här, men jag ska kolla upp lagringen senare.
En liten uppdatering... Jag pratade med firman som slipar och härdar. 7000:- moms för slipningen  Det var aningen mer än jag tänkt sa jag - och där sprack budgeten (2ggr om) tänkte jag. Hur som helst, kan ju inte lägga ner projektet nu, lyckades förhandla mig till ett "max-pris" på 5000:- + moms för härdning OCH slipning. Fortfarande mycket mer än jag räknat med, men vad fan....
Det var aningen mer än jag tänkt sa jag - och där sprack budgeten (2ggr om) tänkte jag. Hur som helst, kan ju inte lägga ner projektet nu, lyckades förhandla mig till ett "max-pris" på 5000:- + moms för härdning OCH slipning. Fortfarande mycket mer än jag räknat med, men vad fan....
Ja just det, 1 till 2 veckor behövde dom.
Nähe, nu får jag forsätta leta tomburkar....
/H.O
Ja just det, 1 till 2 veckor behövde dom.
Nähe, nu får jag forsätta leta tomburkar....
/H.O
-
blackadder

- Inlägg: 325
- Blev medlem: 2 juli 2007, 21:23:40
- Ort: Dingle
Skall den användas till "riktig" fräsning i manliga material.. så krävs nog härdning...
För övrigt måste jag säga att denna tråd var rena porren för en annan...
Jag är utbildad verkstadsmekaniker som tyvärr inte jobbar i den branchen...
Av någon outgrundlig anledning så hamnade jag på ett Svenskt elektronikföretag, som vars huvudsysselsättning är inom telekombranchen, där jobbar jag sen några år tillbaka som elektronikreparatör...
En hobbysvarv hade ju inte varit helt okul
För övrigt måste jag säga att denna tråd var rena porren för en annan...
Jag är utbildad verkstadsmekaniker som tyvärr inte jobbar i den branchen...
Av någon outgrundlig anledning så hamnade jag på ett Svenskt elektronikföretag, som vars huvudsysselsättning är inom telekombranchen, där jobbar jag sen några år tillbaka som elektronikreparatör...
En hobbysvarv hade ju inte varit helt okul
-
blackadder
- Inlägg: 325
- Blev medlem: 2 juli 2007, 21:23:40
- Ort: Dingle
Hej,
Spindeln kommer användas till att fräsa aluminium, något "tyngre" klarar NOG inte maskinen med någurlunda avverkning. Men jag vill kunna använda spindeln på en eventuellt framtida maskin som då blir kraftigare. Dessutom gillar jag att göra saker ordentligt, (inom vissa gränser).
Ska man ha ordentlig precision (rundgångs-noggranhet), vilket krävs när så pass tunga grejer ska snurra med 8000 varv/min så tror i alla fall jag att slipningen är snudd på nödvändig. Det var dessutom RIKTIGT svårt att få till konan med svarven. Hur som helst är det för sent nu.
Tyvärr ringde dom igår och sa att axeln blivit OVAL av värmen från härdningen. Även den övre biten som inte härdats. Detta ställer till rätt stora problem eftersom det övre lagerläget redan var svarvat till nominellt mått. Så nu blir det att slipa ner hela skiten tills den är RUND igen och sedan tillverka en bussning, krympa på den där lagret skall sitta och slipa ner den 30.005mm. Uuuuhhh Vill INTE ställa mig och göra en ny!!
Vill INTE ställa mig och göra en ny!!
MiSTer,
Själv är jag utbildad "elektroniker". Bearbetning är hobby - konstigt som det blir ibland.
/H.O
Spindeln kommer användas till att fräsa aluminium, något "tyngre" klarar NOG inte maskinen med någurlunda avverkning. Men jag vill kunna använda spindeln på en eventuellt framtida maskin som då blir kraftigare. Dessutom gillar jag att göra saker ordentligt, (inom vissa gränser).
Ska man ha ordentlig precision (rundgångs-noggranhet), vilket krävs när så pass tunga grejer ska snurra med 8000 varv/min så tror i alla fall jag att slipningen är snudd på nödvändig. Det var dessutom RIKTIGT svårt att få till konan med svarven. Hur som helst är det för sent nu.
Tyvärr ringde dom igår och sa att axeln blivit OVAL av värmen från härdningen. Även den övre biten som inte härdats. Detta ställer till rätt stora problem eftersom det övre lagerläget redan var svarvat till nominellt mått. Så nu blir det att slipa ner hela skiten tills den är RUND igen och sedan tillverka en bussning, krympa på den där lagret skall sitta och slipa ner den 30.005mm. Uuuuhhh
MiSTer,
Själv är jag utbildad "elektroniker". Bearbetning är hobby - konstigt som det blir ibland.
/H.O
Ett tips när Du gör konan är att testa i en annan bit tills Du får den bra.
Använd en indukatorklocka och ställ in vinkeln på toppsliden som den ska vara så är Du väldigt nära, märk med krita eller tuch när Du provar så ser Du var det ligger på. Se till att Du putsar av "topparna" efter varje svarvning så ytan är fin vid provningen.
Vid härdning måste man nästan alltid ha några 1/10 delar till slipningen,
slipning av lagerlägen är alltid att föredra för ytan blir hårdare och håller måttet bättre även om Du inte härdar.
Använd en indukatorklocka och ställ in vinkeln på toppsliden som den ska vara så är Du väldigt nära, märk med krita eller tuch när Du provar så ser Du var det ligger på. Se till att Du putsar av "topparna" efter varje svarvning så ytan är fin vid provningen.
Vid härdning måste man nästan alltid ha några 1/10 delar till slipningen,
slipning av lagerlägen är alltid att föredra för ytan blir hårdare och håller måttet bättre även om Du inte härdar.
Tack för tipsen!
Jag fick tipset om att indikera in topsliden tidigare också, nu gjorde jag inte det men det är helt klart nått jag skall komma ihåg till nästa gång. Det gick åt två provbitar innan jag fått det tillräckligt bra. Jag fick inte till anliggning över hela konan utan fick ett "band" i överkant och ett i nederkant. Jag pratade med en service-kille på Storebro och han sa att det brukar vara så, så jag nöjde mig där - dessutom skulle den ju slipas...
Jag lämnade 4 tiondelar på dom ytor som skulle slipas men eftersom jag inte skulle härda eller slipa det övre lagerläget så körde jag det till färdigt mått - med facit i hand skulle jag inte gjort det. Nu är hela biten från nedre lagerläget och upp oval med ca 0.3mm. Jag hoppas att den går att rädda annars blir jag väl helt enkelt tvungen att göra en ny....
/H.O
Jag fick tipset om att indikera in topsliden tidigare också, nu gjorde jag inte det men det är helt klart nått jag skall komma ihåg till nästa gång. Det gick åt två provbitar innan jag fått det tillräckligt bra. Jag fick inte till anliggning över hela konan utan fick ett "band" i överkant och ett i nederkant. Jag pratade med en service-kille på Storebro och han sa att det brukar vara så, så jag nöjde mig där - dessutom skulle den ju slipas...
Jag lämnade 4 tiondelar på dom ytor som skulle slipas men eftersom jag inte skulle härda eller slipa det övre lagerläget så körde jag det till färdigt mått - med facit i hand skulle jag inte gjort det. Nu är hela biten från nedre lagerläget och upp oval med ca 0.3mm. Jag hoppas att den går att rädda annars blir jag väl helt enkelt tvungen att göra en ny....
/H.O
Ahh, tackar! Vet du möjligen hur tjockt det går att plätera? Så i princip skickar jag den på plätering som den är nu (oval), får tillbaks den "lite" tjockare och lämnar den på slipning. Har du erfarenhet av nån firma som gör det?
Tänkte som sagt göra en krympa på en bussning men eftersom godset i axeln redan är tunt så blir bussningen i princip bara ett "skinn" - plättering känns bättre - om det inte kostar skjortan.
Tack igen!
/Henrik Olsson.
Tänkte som sagt göra en krympa på en bussning men eftersom godset i axeln redan är tunt så blir bussningen i princip bara ett "skinn" - plättering känns bättre - om det inte kostar skjortan.
Tack igen!
/Henrik Olsson.

