Japp, att få allt koncentriskt är ett absolut krav. Jag blir inte nöjd om jag inte kommer ner under 0.01mm i kasst. Igår när jag skulle borra hålen i huset så hade jag problem att centrera huset så det kan vara så att det nedre lagerläget har blivit ovalt, om så är fallet är det SKROT. Men rundmatningsbordet jag körde med var allt annat än i bra skick så det kan lika gärna vara det som är dåligt.
Vad menar du med releasen av chucken? Dragstången pressar ut hållaren ur konan och där kommer min hand att ta emot den, till att börja med.
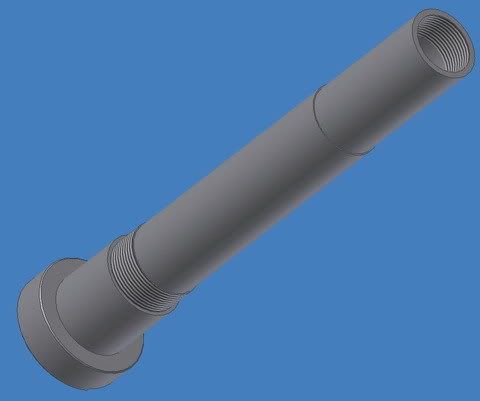
Konstruktionen är ritad i AutoCADLT men sedan kom jag på att detta var ett ypperligt tillfälle att börja fuska lite med Inventor - så 3D bilden är från Inventor10.
Helicoil var mycket vanligt inom industrin när vi hade aluminiumstommar, bra mycket billigare än att slänga chassin för att en gänga rasade... (vilket inte var helt ovanligt men ovana montörer )
Det var ett tag sedan jag använde Helicoil men jag tror att jag ska ha ett verktyg liggandes någonstans bland bråten (kanske man skulle leta fram dom nu när man skall böra jobba med Jojjes lillasyster )
H.O skrev:
Vad menar du med releasen av chucken? Dragstången pressar ut hållaren ur konan och där kommer min hand att ta emot den, till att börja med.
Rak kona? Hur menar du då?
/H.O
Med releasen menar jag vad som lossar verktyget vid växling, vid automatisk växling.
Jag har idag en morsekona där jag svarvat en spännhylsa som kan ta emot en rak verktygshållare,
har för tillfället packat ner alla hobbygrejor så jag hann inte testa men det kommer så småningom.
Min tanke var att kunna göra egna chuckar hyfsat billigt kanske behöver ett 20:tal i växlaren.
Jeda007,
Jaha, då blir det lite som Tormachs system. Borde fungera...
Jag har inte provkört ännu. Jag har fortfarande inte ens fått materialet till spindelaxeln. Men jag har fått lager och tätning och jag har lyckats skrapa fram en luftcylinder och ventil som jag ska hämta i dagarna. Det är alltså dragstången, som med hjälp av nämnda luftcylinder pressar ut hållaren ur konan.
"De 8 M4 hålen känns lite smått eftersom det i slutänden är dom som, via det nedre lagret, får stå emot kraften från cylindern men de är ganska djupa så jag tror att det håller:"
Annars borde väl 16 st m4 funka rätt bra.
Fler M4 håller bättre än färre M5.
Och jag tar gärna mot tips på hur man skall göra men så här hade jag tänkt:
1) Borra och svarva eller brotcha upp innerdiametern från "baksidan", det är här som "hylsan" med dragstången i skall träs in.
2) Med roterande dubb, svarva ytterdiametern med lagerlägen, gänga etc.
3) Vänd biten, spänn precis ovanför nedre lagerläget och rikta upp med indikatorklockan mot nedre lagerläget.
4) Borra pilothål och svarva konan. Kontrollera med indikatorkocka i mellanåt så att inget "har hänt".
När du spänner strax under lagerläget så får du lagom utsick för att kunna kolla med klockan på 2 ställen för att se det parallella kastet.
Då du har två lagerlägen så är det ju inte så noga men för skoj skull kan du ju kolla så dubbdockan står i centrum och inte trycker biten åt något håll för då blir biten konisk om man svarvar lite längre sträckor (ja, den blir ju konisk även vid kortare sträckor men ska man gå efter bilderna så har svarven ett par år på nacken och då svarvar dom oftast koniskt även utan felinställd dubbdocka)
Hej,
Liten uppdatering... Igår fick jag äntligen rundstången till spindelaxeln. Jag fick även både tid OCH motivation Så jag gick loss i svarven och efter 4-5 timmar så hade jag följande:
Gängan är M32 X 1.5 och en matchande KM-mutter används för att förspänna lagrena mot varandra. Den nedre, osvarvade delen skall kapas, änden fixas till och sen skall konan svarvas. Ska absolut provsvarva ett par aluminiumbitar så jag hittar rätt inställning på topsliden för att få vinklen rätt. Sen bär det av på härdning och slipning.
Blackadder,
Svarven är iofs gammal men helt nyrenoverad direkt ifrån Storebro, det var därför jag tänkte göra detta projekt nu, innan svarven blivit "misshandlad".... (Därmed inte sagt att den 100%)
Men som sagt när det inte är längre sträckor du ska köra så spelar det ingen roll.
Det som brukar bli på en gammal svarv som har gått mycket är att den blir sliten i sliderna närmast chucken (där den mesta svarvningen görs)
vilket i sin tur gör att om man svarvar längre sträckor så sjunker svarvstårlet när man kommer närmare chucken och då får du måttförändringar.........
fast har man stått vid samma svarv ett tag så brukar man lära sig vart man ska sparka och slå för att den ska göra som man vill
I vilket fall som helst så är det en helt suverän svarv, både till storlek och kvalité.