

Tercofix (iordningsställande av Terco CNC45 fräs)

Re: Tercofix (iordningsställande av Terco CNC45 fräs)
Tack för erbjudandet att mäta men det behövs inte för min hel. Får fundera på hur jag gör med skruvar, tradigt att behöva klydda med nya infästningar av kulmuttrarna. Ska se om jag kan förspänna lagrena lite bätre och se vad det gör på det totala glappet. Infästningen av skruven i lagringen sker endast med en 3mm rörpinne vilket garanterat ger glapp med tiden.
Re: Tercofix (iordningsställande av Terco CNC45 fräs)
Har mätt och funderat en del och är lite sugen på att testa att byta skruvar på X- och Y-axeln. Om det inte ska bli ett sjuhelvetes projekt måste det bli 12mm-skruvar. Eftersom jag behöver bearbeta dem för att passa så bra som möjligt med nu varande infästning kan jag inte leta upp vad som helst på Ebay. Kollade lite priser på Hiwinskruvar, både rullade och slipade men det blev för mycket pengar.
Skruvarna från Linearmotionbearings(?) är ju C7-klass och har lite bättre specat spel än mina nuvarande SKF-skruvar. Det specade spelet är dessutom under hälften av det faktiskta spelet i mina skruvar så bara det motiverar väl uppgradering.
Vad är forats samlade erfarenheter av spelet på kinaskruvarna?
Skruvarna från Linearmotionbearings(?) är ju C7-klass och har lite bättre specat spel än mina nuvarande SKF-skruvar. Det specade spelet är dessutom under hälften av det faktiskta spelet i mina skruvar så bara det motiverar väl uppgradering.
Vad är forats samlade erfarenheter av spelet på kinaskruvarna?

Re: Tercofix (iordningsställande av Terco CNC45 fräs)
Jag snabbmätte upp vändglappet i min Terco på X-axeln och det var inge roligt att göra, 14 hundradelar vändglapp sa den mätningen... har inte mätt övriga axlar ännu...

Re: Tercofix (iordningsställande av Terco CNC45 fräs)
Även jag blev förvånad att det var så mycket på den Meduza. Den går riktigt fint obelastat, men sen vid fräsning hoppar den ganska så ordentligt och låter väldigt illa. Klart kännbart glapp med. Har du tagit isär kulskruvarna på den?
Re: Tercofix (iordningsställande av Terco CNC45 fräs)
Ungefär vad jag hade gissat på efter att ha mätt på min maskin. När jag mätte 21 hundradelar hade jag spänt gejdrarna på tok för hårt så allt som kunde flexa flexade nog. Så hårt som jag spänt gejdrarna motsvarade det inte ens de krafter som uppkommer vid normalfräsning i exempelvis aluminium.
Hur som helst har jag kommit fram till att jag har kanske 0,11mm i X-axelns skruv+mutter vid normala krafter. Modernare varianter av SKF-skruvar med samma fysiska mått är specade till 0,07mm. Dock har jag jämt glapp över hela skruven och inget tyder på att den är sliten så det är nog helt enkelt än sämre skruv.
Förutom glappet i skruven har jag i X-axeln ungefär 0,05mm i lagringen av kulskruven. Lagringen består av två kullager (osäker på om det är vinkelkontaktlager, någon NSK-historia som jag har beteckningen på) som är är klämda runt en ring som sitter fast på kulskruven med en rörpinne. Lagrena kläms sedan mot varandra. Förutom att det teoretiskt kan glappa i rörpinnen är det ett problem med hur lagrena kläms ihop. Detta görs i den gjutna "aluminiumstruten" som stegmotorn är monterad på. "Struten" skruvas mot metallplatta med hål stort nog att ta yttre ringen på ena lagret. Yttre ringen på andra lagret trycks dock mot botten på hålet i "struten". Där har något petat in en gummiring liknande en o-ring samt en metallring. Gummit är väl tänkt att deformeras så att man får det tight men ändå inte kan dra åt för hårt. Dock kan det ju även flexa något.
Lösningen på lagrena är väl att byta ut rörpinnen samt att ta bort gummiringen och ersätta med chimsringar.
Funderar själv på att investera i kinaskruvar till X och Y. De är specade till 0,05mm men för mig är det oklart vad det blir i praktiken med tanke på pris, Kina och människor som alltid bara säger ja, ja ja Detta i kombination med att rörpinnen ersätts med två muttrar på en gängad bit på kulskruven samt shims i stället för gummiring borde ge axlar med mindre backlash till en rimlig kostnad och arbetsinsats.
Detta i kombination med att rörpinnen ersätts med två muttrar på en gängad bit på kulskruven samt shims i stället för gummiring borde ge axlar med mindre backlash till en rimlig kostnad och arbetsinsats.
För övrigt fick jag det till att det precis _inte_ får plats 16mm-skruvar i X-axeln utan att bearbetning av metallklumparna med gejdrarna. För att få dit kulmuttrar med fläns måste man tillverka en ny infästning av kulmuttern, något som kan fräsas i aluminium.
Sist men inte minst kommer jag inte på ett bra sätt att mäta in kulskruven och muttern på ett bra sätt på X-axeln (den enda axeln jag rivit). När jag satte ihop det igår körde jag på känn och får ta smällen att skruv och mutter inte är perfekt alignade.
Hur som helst har jag kommit fram till att jag har kanske 0,11mm i X-axelns skruv+mutter vid normala krafter. Modernare varianter av SKF-skruvar med samma fysiska mått är specade till 0,07mm. Dock har jag jämt glapp över hela skruven och inget tyder på att den är sliten så det är nog helt enkelt än sämre skruv.
Förutom glappet i skruven har jag i X-axeln ungefär 0,05mm i lagringen av kulskruven. Lagringen består av två kullager (osäker på om det är vinkelkontaktlager, någon NSK-historia som jag har beteckningen på) som är är klämda runt en ring som sitter fast på kulskruven med en rörpinne. Lagrena kläms sedan mot varandra. Förutom att det teoretiskt kan glappa i rörpinnen är det ett problem med hur lagrena kläms ihop. Detta görs i den gjutna "aluminiumstruten" som stegmotorn är monterad på. "Struten" skruvas mot metallplatta med hål stort nog att ta yttre ringen på ena lagret. Yttre ringen på andra lagret trycks dock mot botten på hålet i "struten". Där har något petat in en gummiring liknande en o-ring samt en metallring. Gummit är väl tänkt att deformeras så att man får det tight men ändå inte kan dra åt för hårt. Dock kan det ju även flexa något.
Lösningen på lagrena är väl att byta ut rörpinnen samt att ta bort gummiringen och ersätta med chimsringar.
Funderar själv på att investera i kinaskruvar till X och Y. De är specade till 0,05mm men för mig är det oklart vad det blir i praktiken med tanke på pris, Kina och människor som alltid bara säger ja, ja ja
För övrigt fick jag det till att det precis _inte_ får plats 16mm-skruvar i X-axeln utan att bearbetning av metallklumparna med gejdrarna. För att få dit kulmuttrar med fläns måste man tillverka en ny infästning av kulmuttern, något som kan fräsas i aluminium.
Sist men inte minst kommer jag inte på ett bra sätt att mäta in kulskruven och muttern på ett bra sätt på X-axeln (den enda axeln jag rivit). När jag satte ihop det igår körde jag på känn och får ta smällen att skruv och mutter inte är perfekt alignade.
Re: Tercofix (iordningsställande av Terco CNC45 fräs)
Jag rev som sagt X-axeln på min häromkvällen. Hade ute kulskruven för att mäta och fundera. Plockade dock aldrig av muttern från skruven. Kanske man kan peta in större kulor i den och få bättre egenskaper? Det kräver väl dock att banorna i skruven har rätt utformning?zeus skrev:Även jag blev förvånad att det var så mycket på den Meduza. Den går riktigt fint obelastat, men sen vid fräsning hoppar den ganska så ordentligt och låter väldigt illa. Klart kännbart glapp med. Har du tagit isär kulskruvarna på den?
Re: Tercofix (iordningsställande av Terco CNC45 fräs)
Tänkta på meduzas. Har tillgång till den jag med.
Byta kulor tror jag är väldigt mycket jobb och risken är nog stor att det inte passar. Fast, vad har du att förlora?
Byta kulor tror jag är väldigt mycket jobb och risken är nog stor att det inte passar. Fast, vad har du att förlora?
Re: Tercofix (iordningsställande av Terco CNC45 fräs)
Det var just därför jag funderade över just kulbyte. Frågan är väl om det är lönt med tanke på vad kinaskruvar kostar. Det förutsätter dock att de är bra nog. Förvisso verkar halva världen bygga och retrofitta(hmm?) sina fräsar med samma kinaskruvar utan allt för mycket gnäll.
Grejen är dock att jag inte längre har tillgång till vettig manuell fräs vilket gör att det blir tråkigare/jobbigare att tillverka nya kulmutterinfästntingar om det visar sig att man i slutändan kör på kinaskruvarna. Har man då först kvaddat originalskruvarna blir det svårare att tillverka nya mutterinfästningar.
Tröskeln för att komma vidare just nu är att jag måste pilla isär både X-axeln och sedan även Y-axeln för att kunna ta mått på Y-skruven. Är inte det minsta sugen på det Jag vill fräsa!
Jag vill fräsa!
Grejen är dock att jag inte längre har tillgång till vettig manuell fräs vilket gör att det blir tråkigare/jobbigare att tillverka nya kulmutterinfästntingar om det visar sig att man i slutändan kör på kinaskruvarna. Har man då först kvaddat originalskruvarna blir det svårare att tillverka nya mutterinfästningar.
Tröskeln för att komma vidare just nu är att jag måste pilla isär både X-axeln och sedan även Y-axeln för att kunna ta mått på Y-skruven. Är inte det minsta sugen på det
Re: Tercofix (iordningsställande av Terco CNC45 fräs)
zeus: nej jag har aldrig rört kulmuttrar eller skruvarna mer än vad jag behövde göra för att smörja upp det hela, aldrig plockat isär bordet...
Re: Tercofix (iordningsställande av Terco CNC45 fräs)
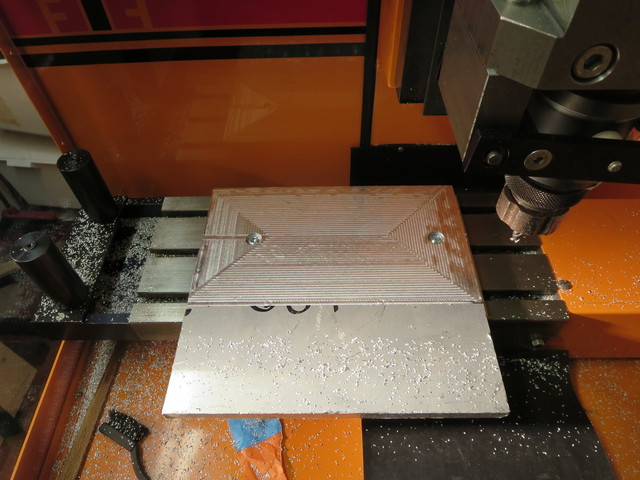
Fick planfräst lite 12mm aluminium (okänd legering) som förberedelse till servofästet. Blev väl måttligt bra men fick ändå samlat på mig lite erfarenheter. Körde med en 3-skärig 6mm pinnfräs med åtminstone ett tveksamt skär. Tog 0,5mm djup, 2,4mm bredd, sansade skärdata mao. Lyckades dock beräkna matningshastighet baserat på stål vilket gav ungefär hälften av den hastighet jag hade velat köra. Matningskompenseringen i LinuxCNC är dessutom maximalt plus 20%.
Kylde med tryckluft vilket fungerade bra. Behöver en flexibel arm samt kran till tryckluften.
Hade en hel del vibrationer i Y-axeln och säkerligen även i de andra axlarna men eftersom det var raka X/Y-rörelser passade jag på att mäta på Y-axeln. Själva metallklumpen som utgör spindellagringen vibrerar ungefär 0,01mm vid fräsning. Vibrationernas frekvens kan härledas till spindelmotorn och/eller remmen. Tycker hela motorn vibrerar något även om man så plockar bort remmen. Tur den ska väck.
En bild på det synnerligen randiga resultatet
Kylde med tryckluft vilket fungerade bra. Behöver en flexibel arm samt kran till tryckluften.
Hade en hel del vibrationer i Y-axeln och säkerligen även i de andra axlarna men eftersom det var raka X/Y-rörelser passade jag på att mäta på Y-axeln. Själva metallklumpen som utgör spindellagringen vibrerar ungefär 0,01mm vid fräsning. Vibrationernas frekvens kan härledas till spindelmotorn och/eller remmen. Tycker hela motorn vibrerar något även om man så plockar bort remmen. Tur den ska väck.
En bild på det synnerligen randiga resultatet
Re: Tercofix (iordningsställande av Terco CNC45 fräs)
Fick fräst lite mer på ena delen till servofästet. Man lär sig mer om matningshastigheter hela tiden. Tar lite varje kväll, med lite tur är fästet klart efter helgen. Med ännu mer tur passar allting
För övrigt blev jag lite trött på CamBam när jag skulle plana av (pocketing) en yta begränsad av diverse olika polylines. CamDam klarade inte av att räkna ut vettiga verktygsbanor om man hade för litet överlapp! Inte nog med det, det verkar vara ett känt problem sedan länge. Fick gå ner till 50% överlapp för att få full täckning av ytan jag ämnade plana.
Inte nog med det, jag tänkte inte på att första skären längs konturerna ju blir full bredd, inte överlapp. Mao skulle man ju vilja ha lite annan matningshastighet på de fräsningarna. Det var inget CamBam fixade automagiskt. Gör andra enklare CAM-program det?
För övrigt blev jag lite trött på CamBam när jag skulle plana av (pocketing) en yta begränsad av diverse olika polylines. CamDam klarade inte av att räkna ut vettiga verktygsbanor om man hade för litet överlapp! Inte nog med det, det verkar vara ett känt problem sedan länge. Fick gå ner till 50% överlapp för att få full täckning av ytan jag ämnade plana.
Inte nog med det, jag tänkte inte på att första skären längs konturerna ju blir full bredd, inte överlapp. Mao skulle man ju vilja ha lite annan matningshastighet på de fräsningarna. Det var inget CamBam fixade automagiskt. Gör andra enklare CAM-program det?
Re: Tercofix (iordningsställande av Terco CNC45 fräs)
Har inte hänt så mycket på sistone. Har en uppspänd bit aluminium som är till hälften fräst för att bli ena biten till servofästet. Dock ledde mitt experimenterande till havererade frässtål och jag väntar nu på nya lite billigare fulstål.
Har gjort lite av en priolista för att inte rusa iväg och fixa "fel" saker först. Som det ser ut nu ska servot till spindeln först fixas klart. Detta mest för att bitarna sitter uppspända i bordet.
Därefter ska jag plocka isär X-axeln igen för att sedan plocka itu kulskruven för att mäta kulornas diameter i den. Planen är att försöka minska spelet med större kulor. Till mätningen behöver jag en mikrometer vilket jag ropat hem från Ebay.
Parallellt ska jag försöka ta en första vända med elen. Framför allt nödstopp och liknande är lite hawaii idag. Har egentligen en herrans massa lämpliga relän och liknande för att kunna löda ihop något kompakt på en experimentplatta. Blir rörigt hur man än gör eftersom det blandas 5V, 12V och 24V samt på sina ställen 230/400VAC. För att slippa sitta och slänga tid på en design som ändå kommer ändras i takt med jag tänker ut nya prylar har jag skaffat fram en massa skenmonterade plintar och relän. Får bygga det lite adhoc allt eftersom.
Därefter planerar jag att fixa med tryckluften så att jag kan få till release av verktygshållarna samt styrd luft/dimsmörjning.
Har gjort lite av en priolista för att inte rusa iväg och fixa "fel" saker först. Som det ser ut nu ska servot till spindeln först fixas klart. Detta mest för att bitarna sitter uppspända i bordet.
Därefter ska jag plocka isär X-axeln igen för att sedan plocka itu kulskruven för att mäta kulornas diameter i den. Planen är att försöka minska spelet med större kulor. Till mätningen behöver jag en mikrometer vilket jag ropat hem från Ebay.
Parallellt ska jag försöka ta en första vända med elen. Framför allt nödstopp och liknande är lite hawaii idag. Har egentligen en herrans massa lämpliga relän och liknande för att kunna löda ihop något kompakt på en experimentplatta. Blir rörigt hur man än gör eftersom det blandas 5V, 12V och 24V samt på sina ställen 230/400VAC. För att slippa sitta och slänga tid på en design som ändå kommer ändras i takt med jag tänker ut nya prylar har jag skaffat fram en massa skenmonterade plintar och relän. Får bygga det lite adhoc allt eftersom.
Därefter planerar jag att fixa med tryckluften så att jag kan få till release av verktygshållarna samt styrd luft/dimsmörjning.
Re: Tercofix (iordningsställande av Terco CNC45 fräs)
Ikväll tog jag mig lite tid och testade de nya kinafräsarna (6mm 2-skär HSS) i min uppspända aluminiumklump. Fegkörde riktigt ordentligt och allt gick faktiskt som planerat. Konstaterade att det var mycket märkbar skillnad på mängden vibrationer mellan ganska liten variation i matningshastighet. Kan tänka mig att glappet i skruvarna är en av orsakerna.
Dagens lärdom var nog helt enkelt att det jag innerst inne visste -- ta det lugnt och kör med fräsar med få skär.
Har en hel del kvar att fräsa innan jag har ett nytt fungerande spindelfäste. Har inte fått tummen ur att fixa med elen, ska försöka skaka fram en lämplig plåt att montera alla lösa komponenter på. Drygt dock när man alltid kommer hem från jobbet efter att plåtis stängt
Har skakat fram en vettig mikrometer samt även en vippindikator för att komplettera den vanliga indikatorklockan. Vore väl fan om det inte ska gå att få ordning på den här maskinen.
Dagens lärdom var nog helt enkelt att det jag innerst inne visste -- ta det lugnt och kör med fräsar med få skär.
Har en hel del kvar att fräsa innan jag har ett nytt fungerande spindelfäste. Har inte fått tummen ur att fixa med elen, ska försöka skaka fram en lämplig plåt att montera alla lösa komponenter på. Drygt dock när man alltid kommer hem från jobbet efter att plåtis stängt
Har skakat fram en vettig mikrometer samt även en vippindikator för att komplettera den vanliga indikatorklockan. Vore väl fan om det inte ska gå att få ordning på den här maskinen.
Re: Tercofix (iordningsställande av Terco CNC45 fräs)
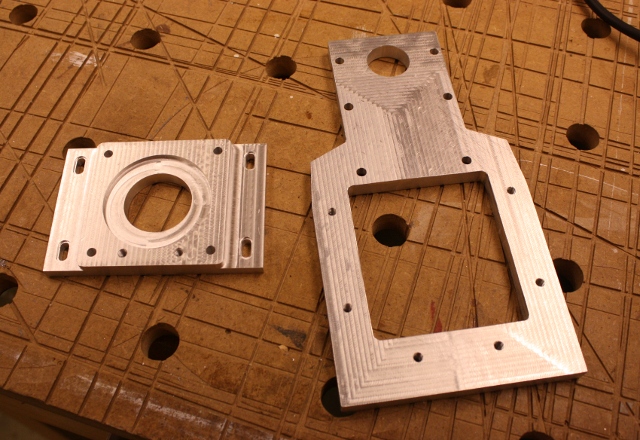
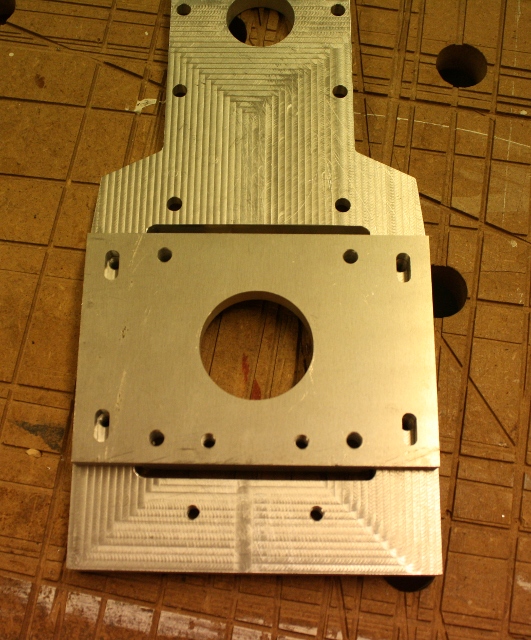
Fick några kvällar över och tillverkade den andra biten till fästet för servot till spindelmotorn. Fegkörde med 6mm 2-skärs HSS-fräs från Kina. Blir mycket vibrationer i maskinen så fort man börjar mata på lite. Vibrationerna härstammar troligtvis till stor del från spindelmotorn och dess rem.
Nu har jag iaf de två viktigaste delarna till fästet (återstår två småbitar för att enkelt kunna ställa remspänningen). Ska se om jag kan provmontera servot de närmsta dagarna!
Bilder på bitarna -- inga skönheter direkt...
Nu har jag iaf de två viktigaste delarna till fästet (återstår två småbitar för att enkelt kunna ställa remspänningen). Ska se om jag kan provmontera servot de närmsta dagarna!
Bilder på bitarna -- inga skönheter direkt...
Re: Tercofix (iordningsställande av Terco CNC45 fräs)
Lyckades montera in servot som spindelmotor idag. Som jag befarade blev jag inte av med några vibrationer alls. Infästningen till motorn är på tok för klen (går att förbättra) och gör att hela motorn börjar gunga. Svårt att säga om vibrationerna kommer från remmen eller om remmen vibrerar p.g.a. vibrationer som kommer av något annat.
Min gissning är att det är remmen som är boven. I mitt fall är det en ganska lång 10mm bred AT5-rem. Remmen är 545mm, alltså ungefär 250mm c/c mellan tandhjulen (som för övrigt är rätt små, 20 tänder). Har funderat på hur jag ska gå vidare med eländet. Vibrationerna måste bort, första steget är att lokalisera källan.
Hur hårt ska man spänna en AT5-rem med metallkord? Har spänt den så in i h-e vilket ger mindre vibrationer. Dock ger det friktion och tandhjulen och remmen blir på tok för varma. Är det ens rimligt att köra med dessa längder/hjuldiametrar i 3000-6000rpm? Databladen säger ja men är det hela sanningen?
Det finns ingen plats för kortare rem med nuvarande spindelmotor, ej heller plats för någon spännrulle. Det som skulle gå är att montera större tandhjul men hur mycket jämnare gång får man av det?
En helt annan väg att gå är att montera servomotorn på framsidan av fräsen nära spindelaxeln och därmed få en riktigt kort rem. Det slipper jag dock gärna om det går...
Tankar från di kunnige?
Min gissning är att det är remmen som är boven. I mitt fall är det en ganska lång 10mm bred AT5-rem. Remmen är 545mm, alltså ungefär 250mm c/c mellan tandhjulen (som för övrigt är rätt små, 20 tänder). Har funderat på hur jag ska gå vidare med eländet. Vibrationerna måste bort, första steget är att lokalisera källan.
Hur hårt ska man spänna en AT5-rem med metallkord? Har spänt den så in i h-e vilket ger mindre vibrationer. Dock ger det friktion och tandhjulen och remmen blir på tok för varma. Är det ens rimligt att köra med dessa längder/hjuldiametrar i 3000-6000rpm? Databladen säger ja men är det hela sanningen?
Det finns ingen plats för kortare rem med nuvarande spindelmotor, ej heller plats för någon spännrulle. Det som skulle gå är att montera större tandhjul men hur mycket jämnare gång får man av det?
En helt annan väg att gå är att montera servomotorn på framsidan av fräsen nära spindelaxeln och därmed få en riktigt kort rem. Det slipper jag dock gärna om det går...
Tankar från di kunnige?

