

"Polering" med aceton ånga för 3D printade föremål
"Polering" med aceton ånga för 3D printade föremål
Nån med erfarenhet av detta förfaringssätt?
Låter lite hälsovådligt i mina öron...

Re: "Polering" med aceton ånga för 3D printade föremål
Det är ett rätt vanligt sätt att smootha objekt printade i ABS sedan säkert 5 år tillbaka, fungerar däremot rätt kasst på PLA, blev förvånad över att dom säger att det fungerar alls, man brukar köra med THF på PLA i stället 
Men ja, det är ju lite otrevligt att hålla på med mättad ånga av lösningsmedel i allmänhet...
Här är en exempelbild från RepRap-bloggen:
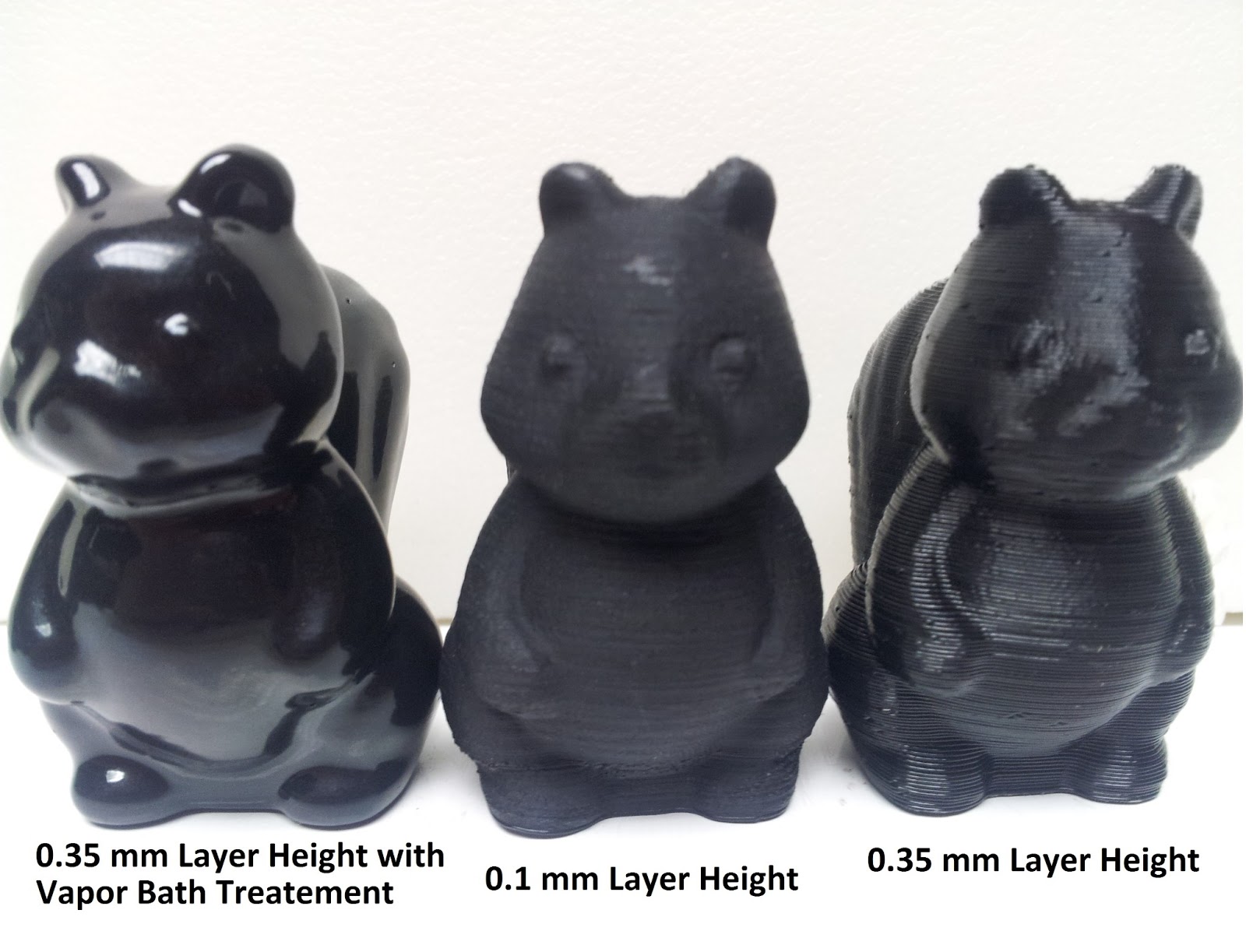
Kommer från detta inlägg:
http://blog.reprap.org/2013/02/vapor-tr ... parts.html
Men ja, det är ju lite otrevligt att hålla på med mättad ånga av lösningsmedel i allmänhet...
Här är en exempelbild från RepRap-bloggen:
Kommer från detta inlägg:
http://blog.reprap.org/2013/02/vapor-tr ... parts.html
Re: "Polering" med aceton ånga för 3D printade föremål
Ventilation, ventilation och robotik så löser det sig?
Re: "Polering" med aceton ånga för 3D printade föremål
Ingen ventilation alls inne i så liten box som möjligt där behandlingen görs - god ventilation och inget gnista, glöd eller eld i närheten på allt utanför boxen när den öppnas eller annan hantering med lösningsmedelsgaser eller lösningsmedel över öppen yta - och så lite lösningsmedel som möjligt för att göra jobbet och se till att den inte skvätter omkring och tänder eld på allting om man mot förmodan skulle få en deflagration.
Aceton har 0.247 Bar vid 20 grader och 0.306 Bar absoluttryck vid 25 grader C. så chansen är stor att det är övermättat för att vara brännbart så länge behållaren/kammaren är stängd och det finns fri flytande aceton i behållaren/(metall)svampen, LEL och UEL är 2.6 reps 12.8 volymprocent i luft för aceton, så det är helt klart utom brännbar område så länge kammaren hålls sluten - det är när man öppnar denna som risken ökar då man blandar ut gaserna i kammaren med luft och halten förångad aceton går ned inom brännbart område, det är då man inte skall ha några tändskällor i närheten - detta inkluderar statisk uppladdning och senare urladdning som är den tändande gnistan - dvs. ESD-tänket gäller i högsta grad även här...
etanol i rumstemperatur är inom brännbar område även i luftvolymen inne i dunk och explosiva området är från 10 grader C till ungefär 42 grader C och tämligen stökeometriskt blandad med luft vid 31 grader C...
(LEL-UEL, 3.3-19 volymprocent för etanol)
---
tryckökningen eller volymökningen vid deflagration vid stökeometrisk utblandning i luft nästan oavsett bränsletyp ligger mellan 7-8 ggr - med andra ord håll volymerna måttliga i kammare och med någon sida som normalt är helt tät men som kan flyga bort helt vid en liten tryckökning på typ 100 mBar eller bygg dessa för att klara minst 8 Bar utan att brista om de är helt täta. (tror det förstnämnda är lättare att får till...)
Aceton har 0.247 Bar vid 20 grader och 0.306 Bar absoluttryck vid 25 grader C. så chansen är stor att det är övermättat för att vara brännbart så länge behållaren/kammaren är stängd och det finns fri flytande aceton i behållaren/(metall)svampen, LEL och UEL är 2.6 reps 12.8 volymprocent i luft för aceton, så det är helt klart utom brännbar område så länge kammaren hålls sluten - det är när man öppnar denna som risken ökar då man blandar ut gaserna i kammaren med luft och halten förångad aceton går ned inom brännbart område, det är då man inte skall ha några tändskällor i närheten - detta inkluderar statisk uppladdning och senare urladdning som är den tändande gnistan - dvs. ESD-tänket gäller i högsta grad även här...
etanol i rumstemperatur är inom brännbar område även i luftvolymen inne i dunk och explosiva området är från 10 grader C till ungefär 42 grader C och tämligen stökeometriskt blandad med luft vid 31 grader C...
(LEL-UEL, 3.3-19 volymprocent för etanol)
---
tryckökningen eller volymökningen vid deflagration vid stökeometrisk utblandning i luft nästan oavsett bränsletyp ligger mellan 7-8 ggr - med andra ord håll volymerna måttliga i kammare och med någon sida som normalt är helt tät men som kan flyga bort helt vid en liten tryckökning på typ 100 mBar eller bygg dessa för att klara minst 8 Bar utan att brista om de är helt täta. (tror det förstnämnda är lättare att får till...)
Re: "Polering" med aceton ånga för 3D printade föremål
Skulle inte tveka en sekund från att köpa en sån där om jag höll på mer med 3D-printning. Jag var ute efter något liknande när jag fräste lite i plexi.

Re: "Polering" med aceton ånga för 3D printade föremål
@Agwan
Fräst plexikant kan du polera med en blåslampa.
Fräst plexikant kan du polera med en blåslampa.
-
rikkitikkitavi
- Inlägg: 17221
- Blev medlem: 21 juni 2003, 21:26:56
- Ort: Väster om Lund (0,67 mSv)
Re: "Polering" med aceton ånga för 3D printade föremål
Gör detta utomhus. Och stå en bit bort...xxargs skrev:Ingen ventilation alls inne i så liten box som möjligt där behandlingen görs - god ventilation och inget gnista, glöd eller eld i närheten på allt utanför boxen när den öppnas eller annan hantering med lösningsmedelsgaser eller lösningsmedel över öppen yta - och så lite lösningsmedel som möjligt för att göra jobbet och se till att den inte skvätter omkring och tänder eld på allting om man mot förmodan skulle få en deflagration.
Aceton har 0.247 Bar vid 20 grader och 0.306 Bar absoluttryck vid 25 grader C. så chansen är stor att det är övermättat för att vara brännbart så länge behållaren/kammaren är stängd och det finns fri flytande aceton i behållaren/(metall)svampen, LEL och UEL är 2.6 reps 12.8 volymprocent i luft för aceton, så det är helt klart utom brännbar område så länge kammaren hålls sluten - det är när man öppnar denna som risken ökar då man blandar ut gaserna i kammaren med luft och halten förångad aceton går ned inom brännbart område, det är då man inte skall ha några tändskällor i närheten - detta inkluderar statisk uppladdning och senare urladdning som är den tändande gnistan - dvs. ESD-tänket gäller i högsta grad även här...
etanol i rumstemperatur är inom brännbar område även i luftvolymen inne i dunk och explosiva området är från 10 grader C till ungefär 42 grader C och tämligen stökeometriskt blandad med luft vid 31 grader C...
(LEL-UEL, 3.3-19 volymprocent för etanol)
---
tryckökningen eller volymökningen vid deflagration vid stökeometrisk utblandning i luft nästan oavsett bränsletyp ligger mellan 7-8 ggr - med andra ord håll volymerna måttliga i kammare och med någon sida som normalt är helt tät men som kan flyga bort helt vid en liten tryckökning på typ 100 mBar eller bygg dessa för att klara minst 8 Bar utan att brista om de är helt täta. (tror det förstnämnda är lättare att får till...)
Om en 20 l box med gas antänds får du alltså ca 100 liter mer gas att ta hand om vilket i ett slutet utrymme som ett rum ger ett övertryck. Övertrycket försvinner såklart men eftersom deflagrationsförloppet sker så pass fort ger det en övertrycksimpuls, bang.. I ett typiskt rum på 50 m3 (3*6*2,5 m) volym blir då detta motsvarande ca 160 dB övertryck (ref 20uPa) och
hörselskador uppstår. Delar kan dessutom flyga iväg av trycket, även om en sida är byggd för att ge efter.
Jag har sett sprängbleck som har varit felmonterade som har klyvt träd...
Re: "Polering" med aceton ånga för 3D printade föremål
Jag såg följande video om faror med vissa vätskor.
Kanske är lite OT?
Kanske är lite OT?

