

Fräsmaskin YCM NSV102A visning
Re: Fräsmaskin YCM NSV102A visning
Jag har en 63mm hörnfräs med 5 stål (fyrkantiga stål som står som ett V), den brukar jag oftast använda till att plana ytor i både aluminium och stål, funkar riktigt bra. Brukar ligga på ca 1500RPM och med 400-1000mm/min i matning beroende på hur mycket skärdjup jag tar(0-3.5mm i aluminium).
-
CNC Viking

- Inlägg: 550
- Blev medlem: 13 oktober 2008, 22:18:30
- Ort: Värnamo
- Kontakt:
Re: Fräsmaskin YCM NSV102A visning
Ajajaj, den här tråden har jag missat totalt!! 
Men kollar nu även din PUMA-tråd.
Mycket intressant info och maskinen väcker klart habegär , men min garagetakhöjd säger nog nej.
, men min garagetakhöjd säger nog nej.
Open:
"Grovbearbetningen gjorde jag med en 32mm 4-skärig massiv hårdmetall fräs..."
Är det en borrande fräs?
Vilken alu-kvalitet använde du till bromsoken? Och vilket material använder du till kolvarna? Eller använder du färdiga, kromade kolvar från något annat?
AndreasL:
"Gjorde ett jobb för nga veckor sedan...."
Va? kört i MAHO'n då eller? Har du bilder från körningen / biten?
Jag använder Rhino4 3d CAD-program (ca 10.000kr=betydligt billigare än SW) med RhinoCAM2 Pro CAM plugin (samma som VisualMill6 Pro). Betydligt billigare än MasterCam och inga årliga "servicearvoden". Funkar bra tycker jag.
Men kollar nu även din PUMA-tråd.
Mycket intressant info och maskinen väcker klart habegär
Open:
"Grovbearbetningen gjorde jag med en 32mm 4-skärig massiv hårdmetall fräs..."
Är det en borrande fräs?
Vilken alu-kvalitet använde du till bromsoken? Och vilket material använder du till kolvarna? Eller använder du färdiga, kromade kolvar från något annat?
AndreasL:
"Gjorde ett jobb för nga veckor sedan...."
Va? kört i MAHO'n då eller? Har du bilder från körningen / biten?
Jag använder Rhino4 3d CAD-program (ca 10.000kr=betydligt billigare än SW) med RhinoCAM2 Pro CAM plugin (samma som VisualMill6 Pro). Betydligt billigare än MasterCam och inga årliga "servicearvoden". Funkar bra tycker jag.
Re: Fräsmaskin YCM NSV102A visning
Ja inte täljde jag ut bitarna med nagelfilen iaf Viking. 

Jag körde i MAHO:n men som jag skrev i ngn annan tråd så saknades både rätt verktyg, metod och...slutresultatet blev därefter. Jag och "kunden" tog ett gemensamt beslut tidigt i detta jobb att prioritera en produkt som klarade av sitt syfte till 100% och som blev klart på kortast möjliga tid. Hade en trillion med "fel som aldrig händer" i sammband med denna relativt enkla körning som dessutom var min första CAM-genererade i "flera steg" sas. Var rätt hopplöst en stund klockan 04.53 en tisdagsmorgon när överföringen mellan maskin och PC hade bestämt sig för att helt enkelt inte funka...
Men det blev löst det oxå och funkade kanon. Bristen på rätt verktyg kvarstod dock även om en rad olika metoder testades och det blev klart bättre.
Så detta var absolut testbitar och de fyllde sitt syfte. Blev måttmässigt likvärdiga och passade perfekt där de skulle sitta.
Nu ska allt vi vill ändra på fixas till, metoder funderas över och ev fixturer tillverkas. Förutsatt att det finns intresse för en mindre serie bitar.
Bilder finns väl ngn enstaka men att visa upp...mja...

Vi får se om jag kan hitta ngt som kanske duger.
Ännu mera OT av mig i Opens tråd.
Jag körde i MAHO:n men som jag skrev i ngn annan tråd så saknades både rätt verktyg, metod och...slutresultatet blev därefter. Jag och "kunden" tog ett gemensamt beslut tidigt i detta jobb att prioritera en produkt som klarade av sitt syfte till 100% och som blev klart på kortast möjliga tid. Hade en trillion med "fel som aldrig händer" i sammband med denna relativt enkla körning som dessutom var min första CAM-genererade i "flera steg" sas. Var rätt hopplöst en stund klockan 04.53 en tisdagsmorgon när överföringen mellan maskin och PC hade bestämt sig för att helt enkelt inte funka...
Men det blev löst det oxå och funkade kanon. Bristen på rätt verktyg kvarstod dock även om en rad olika metoder testades och det blev klart bättre.
Så detta var absolut testbitar och de fyllde sitt syfte. Blev måttmässigt likvärdiga och passade perfekt där de skulle sitta.
Nu ska allt vi vill ändra på fixas till, metoder funderas över och ev fixturer tillverkas. Förutsatt att det finns intresse för en mindre serie bitar.
Bilder finns väl ngn enstaka men att visa upp...mja...
Vi får se om jag kan hitta ngt som kanske duger.
Ännu mera OT av mig i Opens tråd.
Re: Fräsmaskin YCM NSV102A visning
Viking: Nej jag 32an är inte borrande utan jag fick göra en spiralinterpolering. Jag skulle tro att det var "EN AW-6060" eller "SS4103" som det också heter. (Jag är kass på materialbeteckningar) Detaljen som syns på bilden är alltså en slags hållare till ett bromsok eller en "förstärkning" till kunden som har ett färdigt tävlingsbromsok.
Det är ca 2 cm mellan takplåten och kåpan över spindelmotorn på fräsen då den är i högsta läge. hehe
AndreasL: Jag tycker inte alls att det är OT. Skriv på du bara.
Det är ca 2 cm mellan takplåten och kåpan över spindelmotorn på fräsen då den är i högsta läge.
AndreasL: Jag tycker inte alls att det är OT. Skriv på du bara.
-
CNC Viking
- Inlägg: 550
- Blev medlem: 13 oktober 2008, 22:18:30
- Ort: Värnamo
- Kontakt:
Re: Fräsmaskin YCM NSV102A visning
Open,
"32an är inte borrande utan jag fick göra en spiralinterpolering. Jag skulle tro att det var "EN AW-6060" eller "SS4103" som det också heter."
Du kan kanske fota fräsen nån gång, eller visa länk till tillverkaren. Mycket fin finish på delarna för övrigt.
Aluminium: I den tabell jag kollade hade EN AW 6060 motsvarande Svenska beteckning SS 4104. I alla fall är den snarlik EN AW 6082 (SS4212) men med bara 0.5% Si i legeringet mot SS4212 som har 1%. SS4104 har betydligt lägre brottgräns och är troligen mer långspånig också. Troligen bättre att eloxera då den är "renare", men det är väl enda trösten. Jag använder mest SS4212.
AndreasL,
"Jag körde i MAHO:n men som jag skrev i ngn annan tråd ..."
Jaha, var det rollcenterjobbet då?
"32an är inte borrande utan jag fick göra en spiralinterpolering. Jag skulle tro att det var "EN AW-6060" eller "SS4103" som det också heter."
Du kan kanske fota fräsen nån gång, eller visa länk till tillverkaren. Mycket fin finish på delarna för övrigt.
Aluminium: I den tabell jag kollade hade EN AW 6060 motsvarande Svenska beteckning SS 4104. I alla fall är den snarlik EN AW 6082 (SS4212) men med bara 0.5% Si i legeringet mot SS4212 som har 1%. SS4104 har betydligt lägre brottgräns och är troligen mer långspånig också. Troligen bättre att eloxera då den är "renare", men det är väl enda trösten. Jag använder mest SS4212.
AndreasL,
"Jag körde i MAHO:n men som jag skrev i ngn annan tråd ..."
Jaha, var det rollcenterjobbet då?
Re: Fräsmaskin YCM NSV102A visning
Mkt riktigt Peter, det var de sk rollcenterblocken det gällde.
Så det var tyvärr inga nya, sännande saker som hänt, iaf inte vad det gäller att fräsa fram bitar.
OT: Däremot kanske man kan tycka att den kundbil jag gjort chassijusteringar på under senaste tiden är lite hårig.
AC Cobra med kompressormatad, 6 liters, Mercedes V12:a.
Otraditionellt, men ruggig finish.
Så det var tyvärr inga nya, sännande saker som hänt, iaf inte vad det gäller att fräsa fram bitar.
OT: Däremot kanske man kan tycka att den kundbil jag gjort chassijusteringar på under senaste tiden är lite hårig.
AC Cobra med kompressormatad, 6 liters, Mercedes V12:a.
Otraditionellt, men ruggig finish.
Re: Fräsmaskin YCM NSV102A visning
Det var tydligen något ovanligt märke på fräsen, jag trodde det skulle vara en Dormer likt 70% av mina andra verkyg. Men jag hade fel, vet inte vad tillverkaren heter. Såhär ser den iaf ut.
Det kan eventuellt vara en HSS med någon slags legering.


Det kan eventuellt vara en HSS med någon slags legering.


Re: Fräsmaskin YCM NSV102A visning
Ser ut som någon typ av belagd HSS fräs.
Det är väl ganska ovanlig att så stora pinnfräsar är gjorda i solid hårdmetall,hade den varit
det borde man känt det på vikten(jättetung) om inte annat.
mvh tommy
Det är väl ganska ovanlig att så stora pinnfräsar är gjorda i solid hårdmetall,hade den varit
det borde man känt det på vikten(jättetung) om inte annat.
mvh tommy
Re: Fräsmaskin YCM NSV102A visning
Jo det var de jag trodde, någon slags belagd snabbstålsfräs. Den är ju tung men jag har svårt att avgöra om det är som du säger. Undrar bara vilken tillverkare det är? Hittar inte riktigt någon.
EDIT
Jag hittade den
http://www.dur-me.it/deutsch/downloads/ ... metall.pdf
EDIT
Jag hittade den
http://www.dur-me.it/deutsch/downloads/ ... metall.pdf

-
CNC Viking
- Inlägg: 550
- Blev medlem: 13 oktober 2008, 22:18:30
- Ort: Värnamo
- Kontakt:
Re: Fräsmaskin YCM NSV102A visning
Spiralvinkeln verkar vara lämpad för stål.
Jag har kört en del med en 18mm 4-skärig obehandlad HSS-fräs, med de vanliga mer branta skären, i aluminium och stål. Rigtigt skriker i den om man sidofräser brett med den. Tycker det går bättre med 3-skäriga fräsar då.
Skall också prova med en 25mm 2-skärig obehandlad HSS och max-varv i aluminium.
Jag har kört en del med en 18mm 4-skärig obehandlad HSS-fräs, med de vanliga mer branta skären, i aluminium och stål. Rigtigt skriker i den om man sidofräser brett med den. Tycker det går bättre med 3-skäriga fräsar då.
Skall också prova med en 25mm 2-skärig obehandlad HSS och max-varv i aluminium.
Re: Fräsmaskin YCM NSV102A visning
Är verkligen inte den där 32mm'arn borrande? Jag tycker det ser ut som att den har ett skär över mitten. I högra marginalen i katalogen visar dom ett gäng symboler:Nej jag 32an är inte borrande utan jag fick göra en spiralinterpolering.
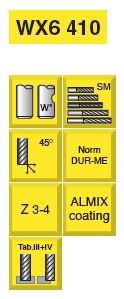
Där den ena tycks indikera att den är borrande.
Men har man möjlighet att köra en helix så är väl det så klart bättre en att mosa den rakt ner.
Re: Fräsmaskin YCM NSV102A visning
Vi har nåra grövre Teagutec pinnfräsar på jobbet och satan vad tung dom är. Vad är det för stål i såna rackare egentligen?

Re: Fräsmaskin YCM NSV102A visning
Tittar man på den övre bilden ser det ut som det vänstra skäret är borrande. Tycker till och med man kan ana att det smetat på lite aluminium där.H.O skrev:Jag tycker det ser ut som att den har ett skär över mitten.
#Vi har nåra grövre Teagutec pinnfräsar på jobbet och satan vad tung dom är.#
Antagligen solid HM.

