

Shimsning blir för omständigt för detta fel tror jag. Jag gissar på att felet uppstått pga dålig uppspänning i maskinen och dålig skärmetod (de hade ingen så stor vinkelhylla till arborrverket, heller inget vinkelhuvud så de "rullade" av hela bottenplattan med ett flerskärigt stort HM-verktyg). Gamla maskiner, gamla operatörer...
dar & arrobarro CNC
Låg och tänkte på detta igår innan jag somnade och kom och tänka på att felet kommer inte att märkas förräns jag får på en skena på portalen så jag kan fästa indikatornklockan på en åkvagn där. Nör den sitter där gäller det att kontrollera hela bordytan, göra ett mätprotokoll. Om det är mycket fel så kommer jag skicka bottenstommen på slipning.
Shimsning blir för omständigt för detta fel tror jag. Jag gissar på att felet uppstått pga dålig uppspänning i maskinen och dålig skärmetod (de hade ingen så stor vinkelhylla till arborrverket, heller inget vinkelhuvud så de "rullade" av hela bottenplattan med ett flerskärigt stort HM-verktyg). Gamla maskiner, gamla operatörer...
Shimsning blir för omständigt för detta fel tror jag. Jag gissar på att felet uppstått pga dålig uppspänning i maskinen och dålig skärmetod (de hade ingen så stor vinkelhylla till arborrverket, heller inget vinkelhuvud så de "rullade" av hela bottenplattan med ett flerskärigt stort HM-verktyg). Gamla maskiner, gamla operatörer...
Sant som du säger... svårt att kolla allt innan du får en axel till (portalen). Jag menade inte att du skulle shimsa in den, bara att kontrollera så att bordet verkligen ligger på alla fyra vagnarna. Gör de inte det så är nog stativet skevt, eller bordet.
Bordet planfrästes väl efter ugnen eller fick den inte alls smaka på värmen?
Valsfräsning brukar man kalla det.
Bordet planfrästes väl efter ugnen eller fick den inte alls smaka på värmen?
Valsfräsning brukar man kalla det.
Japp, då har jag lite snabbt kontrollerat tjofräsen. Här är lite bilder:
Här är allt uppställt. Jag försökte rikta linjärskenan på portalen efter mitten på bordet. Kan nu konstatera att jag måste borra upp de frigående hålen till 7mm från 6,5mm för att få mer justermån, men det är en smal sak för händige herrn. Utan att bryta ryggen blir kastet mellan +9 och -11 hundradelar. Inte så bra men med större hål kommer jag få den att gå bättre.
Jaaaa, skenan sticker ut, den är inte kapad ännu. Jag inser nu att beställa i rätt längd från början är väldigt trevligt. Ser inte fram emot att kapa dessa utan tillgång till varken maskinsåg eller gassvets. Fan att man skulle byta jobb...


Här ser man lite av siffrorna som jag fick fram. Mittenraden är referensraden och alla avvikelser ska jämföras med denna rad för att få bort felet i linjärskenans injustering. Totalt får jag en största avvikelse på 8 hundradelar och detta i ett hörn av bordet. Inte helt oväntat. På större delen av bordet ligger avvikelsen på 2-3 hundradelar. Detta tycker jag är helt ok och inte grund för att skicka grejerna på ombearbetning. Vad tycker ni?

En lösning att få bordet ännu bättre är att när maskinen är klar så lägger man på en skiva eller remsor med tuff alu för att göra T-spår och ytan bearbetas i maskinen för bästa möjliga planhet.
En annan sak jag funderar på är det fel jag uppmätt, var finns det och vad spelar det för roll? Iochmed att bordet rör sej i X-led och fräsverktyget i Y/Z-led så innebär fel i ändarna på X-ledens underlag (i stommen, där linjärskenorna är fästa) inte så mycket då det är ca 500mm från fräsverktyget och det är förmodligen bara i extremfall som det största felet påverkar nånting så det märks. Inte nåt för maskinbyggare DE-LUX som ska tjäna sitt levebröd på det, men för oss kommer det funka tror jag.
Här är allt uppställt. Jag försökte rikta linjärskenan på portalen efter mitten på bordet. Kan nu konstatera att jag måste borra upp de frigående hålen till 7mm från 6,5mm för att få mer justermån, men det är en smal sak för händige herrn. Utan att bryta ryggen blir kastet mellan +9 och -11 hundradelar. Inte så bra men med större hål kommer jag få den att gå bättre.
Jaaaa, skenan sticker ut, den är inte kapad ännu. Jag inser nu att beställa i rätt längd från början är väldigt trevligt. Ser inte fram emot att kapa dessa utan tillgång till varken maskinsåg eller gassvets. Fan att man skulle byta jobb...
Här ser man lite av siffrorna som jag fick fram. Mittenraden är referensraden och alla avvikelser ska jämföras med denna rad för att få bort felet i linjärskenans injustering. Totalt får jag en största avvikelse på 8 hundradelar och detta i ett hörn av bordet. Inte helt oväntat. På större delen av bordet ligger avvikelsen på 2-3 hundradelar. Detta tycker jag är helt ok och inte grund för att skicka grejerna på ombearbetning. Vad tycker ni?
En lösning att få bordet ännu bättre är att när maskinen är klar så lägger man på en skiva eller remsor med tuff alu för att göra T-spår och ytan bearbetas i maskinen för bästa möjliga planhet.
En annan sak jag funderar på är det fel jag uppmätt, var finns det och vad spelar det för roll? Iochmed att bordet rör sej i X-led och fräsverktyget i Y/Z-led så innebär fel i ändarna på X-ledens underlag (i stommen, där linjärskenorna är fästa) inte så mycket då det är ca 500mm från fräsverktyget och det är förmodligen bara i extremfall som det största felet påverkar nånting så det märks. Inte nåt för maskinbyggare DE-LUX som ska tjäna sitt levebröd på det, men för oss kommer det funka tror jag.

Ligger alla fyra vagnarna mot bordet även när du inte dragit åt skruvarna? I så fall är det jävligt bra. Eller så kan det slumpa sig så att både bordet och stativet har samma "fel" och utjämnar varandra.
Även bordet kan vara vint, ifall referensytan inte blev bra under och spändes mot vinkelhyllan i arborrverket/fräsen. Eller om man har kvar referensytan innan baket, som sen slagit sig, men de var ju proffs så det är inte troligt. Har du micrometer? Mät bordets tjocklek runt om. Har du någon rak maskinlinjal/vinkelhake? Kolla planheten på bordet. Även mästare kan göra fel i all hast.
Det är väldigt svårt att se siffrorna på bordet...
Är du säker på att du fått bort alla grader och skit mellan stativet och gejdrarna?
För att kapa sådana gejdrar så föreslår jag vinkelslip. Inte så bra för ALU, men de där härdade axlarna bör man inte börja raspa på med bågfil då profilen kan släppa och de börjar glappa. Vinkelslip jobbar utan några krafter, om man inte trycker på som fan...
Även bordet kan vara vint, ifall referensytan inte blev bra under och spändes mot vinkelhyllan i arborrverket/fräsen. Eller om man har kvar referensytan innan baket, som sen slagit sig, men de var ju proffs så det är inte troligt. Har du micrometer? Mät bordets tjocklek runt om. Har du någon rak maskinlinjal/vinkelhake? Kolla planheten på bordet. Även mästare kan göra fel i all hast.
Det är väldigt svårt att se siffrorna på bordet...
Är du säker på att du fått bort alla grader och skit mellan stativet och gejdrarna?
För att kapa sådana gejdrar så föreslår jag vinkelslip. Inte så bra för ALU, men de där härdade axlarna bör man inte börja raspa på med bågfil då profilen kan släppa och de börjar glappa. Vinkelslip jobbar utan några krafter, om man inte trycker på som fan...
Japp, inget glapp mellan bord och vagnar innan jag skruvade fast det.
En teori jag funderar på är om det är skenorna som har låg noggrannhet, det är ju trots allt budgetskenor. Ska se om jag hittar nåt riktigt plant och mäta bottenstativet utan skenor på. Det får bli senare.
Har tyvärr ingen mikrometer för tillfället. Siffrorna var svåra att få att fastna på bild. Mer en bild för att visa hur jag gjort.
Är säker på att alla grader är borta. Har dragit en fin fil på alla ytor som spelar roll. Tvättat med sprit efteråt.
Vinkelslip får det bli! Tack för tipset.
En teori jag funderar på är om det är skenorna som har låg noggrannhet, det är ju trots allt budgetskenor. Ska se om jag hittar nåt riktigt plant och mäta bottenstativet utan skenor på. Det får bli senare.
Har tyvärr ingen mikrometer för tillfället. Siffrorna var svåra att få att fastna på bild. Mer en bild för att visa hur jag gjort.
Är säker på att alla grader är borta. Har dragit en fin fil på alla ytor som spelar roll. Tvättat med sprit efteråt.
Vinkelslip får det bli! Tack för tipset.

-
blackadder

- Inlägg: 325
- Blev medlem: 2 juli 2007, 21:23:40
- Ort: Dingle
Fräsen skrev: För att kapa sådana gejdrar så föreslår jag vinkelslip. Inte så bra för ALU, men de där härdade axlarna bör man inte börja raspa på med bågfil då profilen kan släppa och de börjar glappa. Vinkelslip jobbar utan några krafter, om man inte trycker på som fan...
tvivlar på att skenorna är härdade, har borrat och gängat liknande.
-
blackadder
- Inlägg: 325
- Blev medlem: 2 juli 2007, 21:23:40
- Ort: Dingle
Har jobbat lite på ritningsdelen som stått still ett tag. Nu stämmer allt, hårdvara och mjukvara, alla filer är hittade och nytt program användes och pga detta så får jag börja om från början. Så här långt har jag kommit:
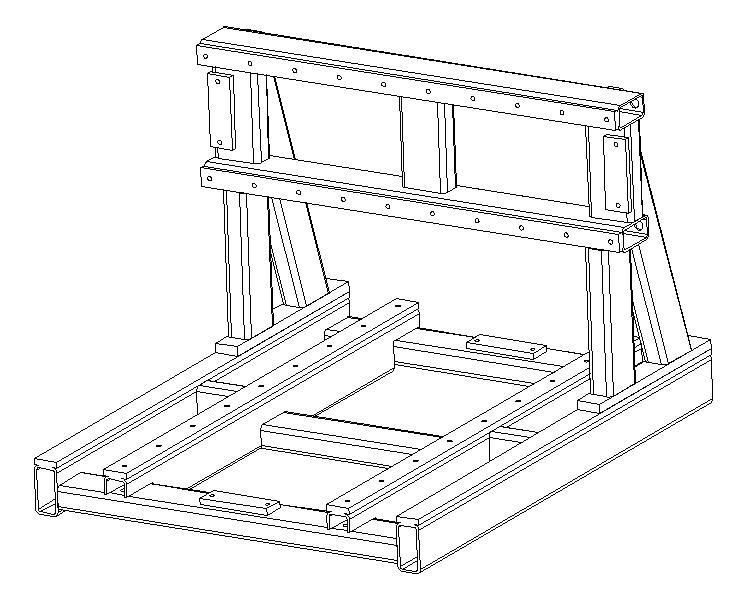
Allt är ritat i Mechanical Desktop 2006. Är inte 100% kompis med detta program ännu, har ritat andra 3D-system i några år innan så detta är omvänt, bakvänt och bara fel för mej. Om ett par år kan jag rita ordentligt även i MD skulle jag tro. Grymt tröglärd herre den där monoton.
Allt är ritat i Mechanical Desktop 2006. Är inte 100% kompis med detta program ännu, har ritat andra 3D-system i några år innan så detta är omvänt, bakvänt och bara fel för mej. Om ett par år kan jag rita ordentligt även i MD skulle jag tro. Grymt tröglärd herre den där monoton.

