

Den där vill jag ha skärdata på!
Lyckas aldrig få så blank yta när jag fräser plexi (vilket jag antar att detta är)..
Visa upp vad vi fräst.
-
Klas-Kenny

- Inlägg: 12145
- Blev medlem: 17 maj 2010, 19:06:14
- Ort: Växjö/Alvesta

Re: Visa upp vad vi fräst.
Jag kan ha fel, men jag tycker det där ser mer ut som polykarbonat än akryl. Bara en känsla jag fick 
Snyggt hursomhelst.
Snyggt hursomhelst.
-
ghost_rider

- Inlägg: 2211
- Blev medlem: 26 maj 2008, 21:48:15
- Ort: Genarp
Re: Visa upp vad vi fräst.
Enligt den jag köpte skivorna av så är det akryl
Jag körde med en 3,175mm frässtål, 800 i matning, 1mm per svep och ~12k rpm
Jag körde med en 3,175mm frässtål, 800 i matning, 1mm per svep och ~12k rpm

-
ghost_rider
- Inlägg: 2211
- Blev medlem: 26 maj 2008, 21:48:15
- Ort: Genarp
Re: Visa upp vad vi fräst.
Det är säkert akryl. Polykarbonat är lite "mörkare" i färgen. Det syns tydligast på en yta som inte är blank. Akrylen blir vit medans poykarbonaten ser gråare ut.
-
PopUnoNkoK
- Inlägg: 789
- Blev medlem: 10 december 2007, 12:40:08
- Ort: Piteå
Re: Visa upp vad vi fräst.
Ghost_rider: Vad har du för typ av fräs? Köpes/hemmabygge? Stor/liten? Är riktigt imponerad av ditt cykellyse projekt.
-
ghost_rider
- Inlägg: 2211
- Blev medlem: 26 maj 2008, 21:48:15
- Ort: Genarp
Re:
Hej!
Ny på forumet och började kika lite i denna tråden.
Jag hann bara läsa till sidan 5 innan jag insåg att jag måste rädda er ifrån tänkbara haveri då jag jobbar med CNC.
Nu är det säkert någon annan, hoppas jag, som räddat er senare i tråden men jag kör!
Är det redan ordnat, så kan ni bortse från detta
Vc = Skärhastighet
Z = Antal skär
n = varvtal/rpm
Vf (eller F som i feed) = Matning mm/min
Jag snor lite från citeringen under:
Vc = 90meter/min i skärhastiget
Då är varvtalet 90 000 / Pi (3.14) / Diametern = 3049rpm
Antal tänder har INGET med skärhastigheten att göra.
Varvtal * Z(antal tänder) * (matning per tand/varv) = n
3049*2*0,1 = 609mm/min
Alltså, med 90 "skärmeter", ska vi varva 3049varv/minut och mata 609mm/min till en 2-skärig 9.4mm fräs.
När jag fräste delar av denna körde jag med 4000rpm@750mm/min med en 10mm pinnfräs.
Det är bara Vc=125, och fräsen hade önskat sig nästan det dubbla.
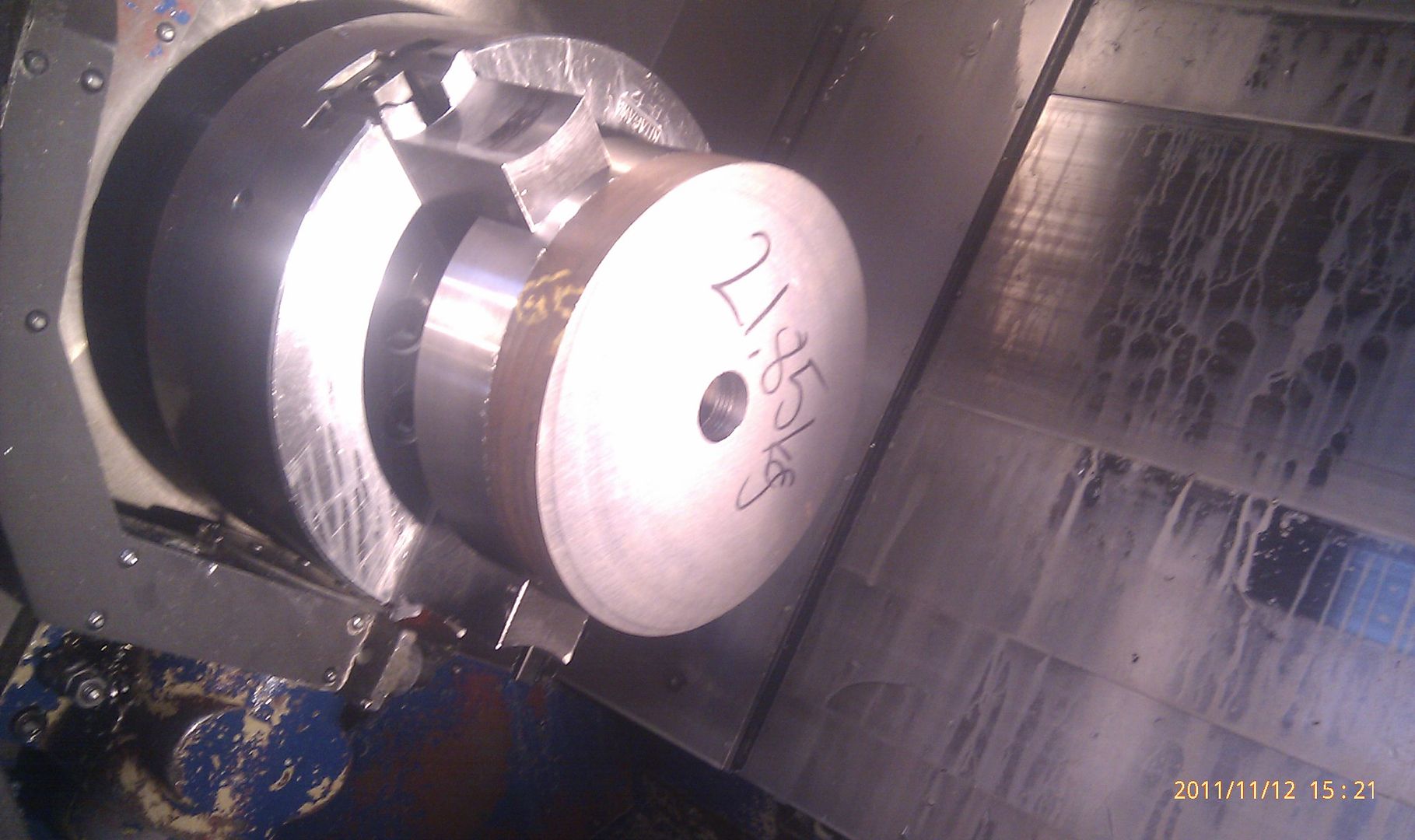
Den vägde 22kg när jag kapade den, och på bilden väger den 3.5kg.

Lycka till där ute!
Mvh Tegheim
Ny på forumet och började kika lite i denna tråden.
Jag hann bara läsa till sidan 5 innan jag insåg att jag måste rädda er ifrån tänkbara haveri då jag jobbar med CNC.
Nu är det säkert någon annan, hoppas jag, som räddat er senare i tråden men jag kör!
Är det redan ordnat, så kan ni bortse från detta
Vc = Skärhastighet
Z = Antal skär
n = varvtal/rpm
Vf (eller F som i feed) = Matning mm/min
Jag snor lite från citeringen under:
Vc = 90meter/min i skärhastiget
Då är varvtalet 90 000 / Pi (3.14) / Diametern = 3049rpm
Antal tänder har INGET med skärhastigheten att göra.
Varvtal * Z(antal tänder) * (matning per tand/varv) = n
3049*2*0,1 = 609mm/min
Alltså, med 90 "skärmeter", ska vi varva 3049varv/minut och mata 609mm/min till en 2-skärig 9.4mm fräs.
När jag fräste delar av denna körde jag med 4000rpm@750mm/min med en 10mm pinnfräs.
Det är bara Vc=125, och fräsen hade önskat sig nästan det dubbla.
Den vägde 22kg när jag kapade den, och på bilden väger den 3.5kg.
Lycka till där ute!
Mvh Tegheim
H.O skrev:Om vi går på Verkstadshandbokens rekomendation att köra 90m/min med en 3mm obelagd 2-skärig pinnfräs i "hård" aluminium och 0.1mm/skär så får vi....
Varvtal: 90 000 / 9.4 = 9574rpm (9.4 är omkretsen på verktyget)
Matning: 0.1*2*9574=1914mm/min.
Samma sak för rosfritt automatstål: (rek skärhastighet 23m/min)
Varvtal = 23000 / 9.4 = 2446rpm
Matning = 0.1*2*2446 = 489mm/min
Men 0.1mm/skär på ett så pass litet verktyg känns väldigt mycket....
Och som tidigare sagts detta är under optimala förhållanden, stabil maskin, stabil uppspänning, tillräcklig effekt, optimal kylning och borttransport av spån etc etc.
Titta på hur dom kör aluminium i Datrons maskiner, här ochhär t.ex.
EDIT: Fatal felräkning....

-
Klas-Kenny
- Inlägg: 12145
- Blev medlem: 17 maj 2010, 19:06:14
- Ort: Växjö/Alvesta
Re: Visa upp vad vi fräst.
Tegheim: Jag antar att det är du som bygger Wankel-motor på Rejsa.nu? 
Tycker mig känna igen den där detaljen.. Din projekttråd har i så fall blivit omnämnd ett par gånger här i forumet.
Välkommen hit!
Tycker mig känna igen den där detaljen.. Din projekttråd har i så fall blivit omnämnd ett par gånger här i forumet.
Välkommen hit!
Re: Visa upp vad vi fräst.
Tyckte att det påminde väldigt mycket om en wankeldetalj.. SJukt fin att lägga ögonen på iaf. Nästan sambon blir avundsjuk. Fler detaljer i ämnet att visa upp kanske?

Re: Visa upp vad vi fräst.
Tegheim: Coolt! Har sett många suddiga bilder på amerikanska forum där de har fräst egna aluminium-rotors men sen har det inte hänt något. Har du någon projektsida? Rotorn är väl inte helt klar? Den har ju inga apex-seals.
Rotorn i min avatar ska jag nån gång realisera.
Rotorn i min avatar ska jag nån gång realisera.
Re: Visa upp vad vi fräst.
Tack!
Ja, det är jag som bygger en wankelmotor på rejsa.nu
Fick frågan på ett forum om det var jag som var "Eson" på detta forum, så va ju tvungen att kolla upp vad ni sysslar med här
Jag har massor av bilder från allt möjligt. Nu sista tiden har det varit mest SolidWorks, men lite CNC finns oxå
Jag vill inte stjäla tråden, men kan bjuda på lite bilder
Kapat stångmaterial och direkt upp i svarven. Ca 25kg.

Upp i svarven för andra bearbetningen, den är redan svarvad på baksidan.
Alla fyra svarvade. Ca 19kg

Borra styrhål 10mm H7 (10.02mm)

Förborra en bunt med 17mm hål

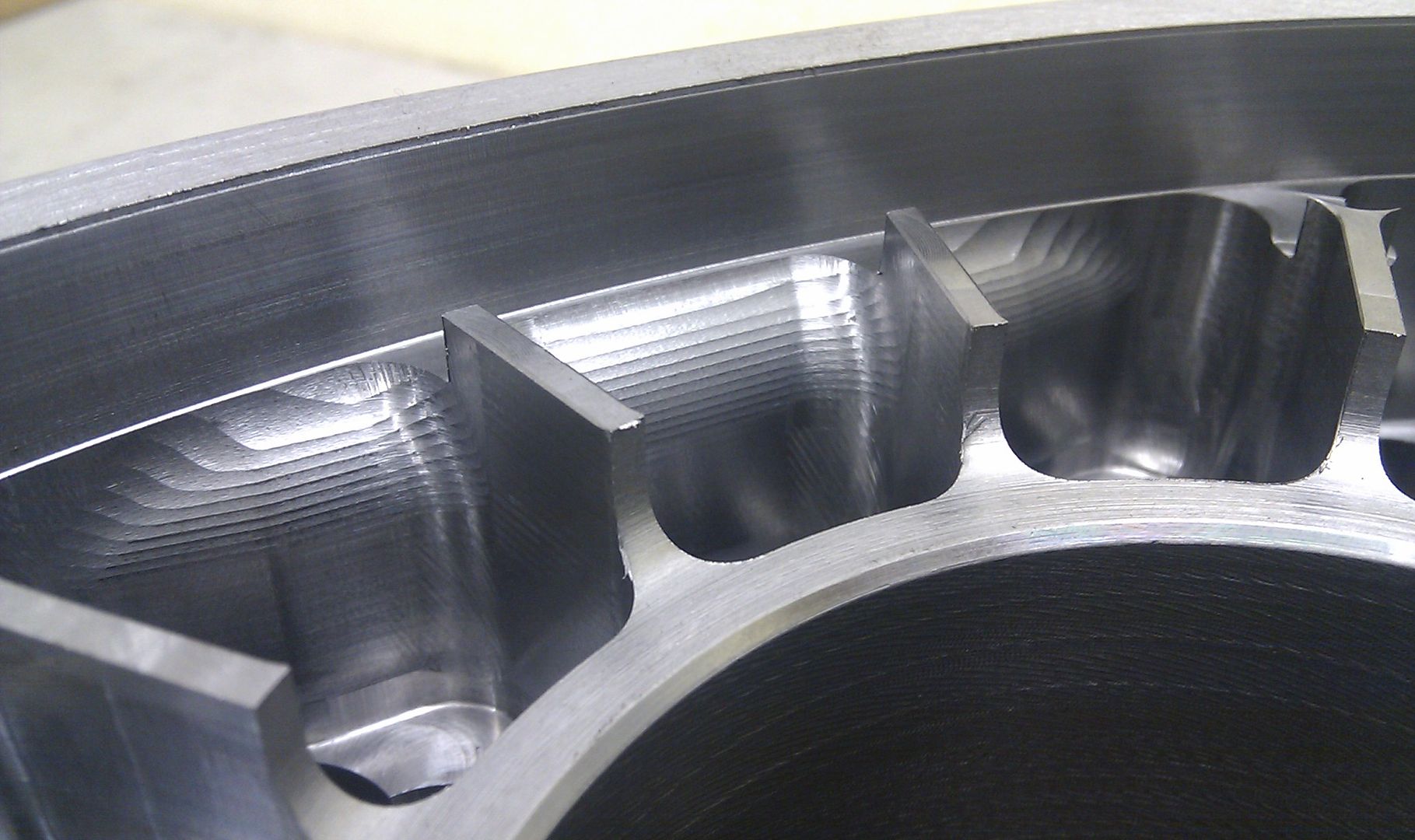
Grovfräsning med 10mm Hårdmetall-fräs med hjälp av MasterCam X5.
4000rpm / 750mm/min
20mm djupt, och 0.1mm ingrepp i sidan. Totalt 40mm djupt.

Finfräst i fickorna med 10mm Hårdmetall fullradie-fräs
Originalet och kopian


Men den är långt ifrån klar som sagt. Det ska göras spår och fler bitar som ska passa in här.
Har även svarvat/fräst en vevaxel till motorn, men det är såå många bilder, så jag länkar albumet istället.
http://s815.photobucket.com/albums/zz71 ... lvo%20142/
Mvh Tegheim
Ja, det är jag som bygger en wankelmotor på rejsa.nu
Fick frågan på ett forum om det var jag som var "Eson" på detta forum, så va ju tvungen att kolla upp vad ni sysslar med här
Jag har massor av bilder från allt möjligt. Nu sista tiden har det varit mest SolidWorks, men lite CNC finns oxå
Jag vill inte stjäla tråden, men kan bjuda på lite bilder
Kapat stångmaterial och direkt upp i svarven. Ca 25kg.
Upp i svarven för andra bearbetningen, den är redan svarvad på baksidan.
Alla fyra svarvade. Ca 19kg
Borra styrhål 10mm H7 (10.02mm)
Förborra en bunt med 17mm hål
Grovfräsning med 10mm Hårdmetall-fräs med hjälp av MasterCam X5.
4000rpm / 750mm/min
20mm djupt, och 0.1mm ingrepp i sidan. Totalt 40mm djupt.
Finfräst i fickorna med 10mm Hårdmetall fullradie-fräs
Originalet och kopian
Men den är långt ifrån klar som sagt. Det ska göras spår och fler bitar som ska passa in här.
Har även svarvat/fräst en vevaxel till motorn, men det är såå många bilder, så jag länkar albumet istället.
http://s815.photobucket.com/albums/zz71 ... lvo%20142/
Mvh Tegheim
-
Electricguy

- Inlägg: 12544
- Blev medlem: 15 augusti 2007, 16:52:14
- Ort: Kälmä' typ..

