Sida 10 av 18
Postat: 10 oktober 2008, 19:08:57
av arvidb
tecno: det låter ju som en bra idé. Jag har aldrig haft med filtpackningar att göra; vet du om det finns någon som säljer ur standardsortiment? Det blir kanske dyrt att specialtillverka ett fåtal ex, och då är det ju bättre att designa för ngn standardstorlek på en gång.
Postat: 10 oktober 2008, 19:14:52
av tecno
Ja du, det måste jag söka. Kommer inte ihåg var jag införskaffade filt i forntiden men det kommer nog fram. Enklaste är att göra en enkel stans/hålpip och klippa ytterformen från en duk/platta av filt.
Nu är det fullt ös med jakt så jag lär inte hinna rota i detta så mycket.
Postat: 10 oktober 2008, 20:44:42
av MadModder
Går det inte att ha ett delat tunnare tätningslock som bara har till uppgift att täta, utanpå bottenlocket?
Postat: 11 oktober 2008, 13:32:58
av arvidb
Det verkar ju finnas många sätt att lösa detta, och det är ju bra.

Ärligt talat är jag nog lite för lat för att kolla upp det där med filt (om någon annan vill så är det fritt fram - jag behöver en återförsäljare, storleksdata, funkar det med 10000 rpm...

), och vad gäller extra tätningslock så vill jag helst slippa fler detaljer, eftersom det blir dyrare.
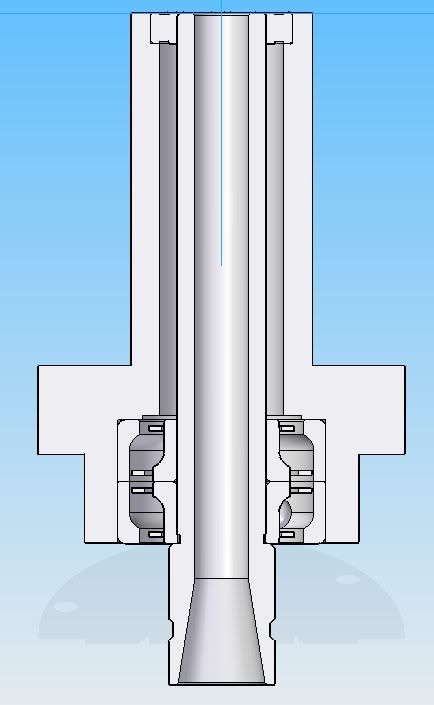
Men vad tror ni om en "centrifugaltätning", så här:

Hur tror ni det funkar för kylvätska, spånor resp. damm? Innerdiametern på locket är 0,5 mm större än ytterdiametern på hylsan, och "setback" på fasen är 0,5 mm, så spalten är 1 mm bred.
Postat: 22 oktober 2008, 01:24:50
av Spruft
http://cgi.ebay.de/ws/eBayISAPI.dll?Vie ... 0256599209 Denna fick jag hem idag. Yttermåttet på gängan är 24,95mm och den runda biten innan axeln 24,00 mm. Hela axeln har ett genomgående hål som är ~12,1mm (har inget bra sätt att mäta med). Skulle ju kunna gå att gänga det hålet eller limma fast en bit stång till kugghjulet så man utnyttjar hela skaftets längd till att vara inne i huset.
Edit:
Postat: 22 oktober 2008, 22:27:03
av arvidb
Din bild får mig att tänka på en raketdysa...
Limma på extra axel/gänga vill jag gärna slippa eftersom det kräver en del precisionsarbete.
Tycker du att min senaste riktning verkar ok? I så fall fixar jag måttsatta ritningar så fort jag hinner (helgen?) så att vi kan fråga runt lite vad det skulle kosta att tillverka.
Postat: 22 oktober 2008, 23:14:04
av Meduza
Jag tycker din senaste ritning ser rätt ok ut, är lite tveksam till tätningen men den kan nog fungera...
Postat: 24 oktober 2008, 06:32:12
av gotis
Arvidb och spruft,
Vad använder ni när ni ritar?
Arvid, din konstruktion är i rätt linje med hur det brukar se ut, men JAG hade gjort delen som sitter på "hylsan" större, överlappet borde vara större, håller precis på att renovera 4st SKF maskinspindlar bara för att operatörerna inte har spännt fast verktyget ordentligt, 16 st högprecisionslager a´6-7000kr stycket, en del har många timmar kvar i sig men byts ändå, dessa spindlar har både simmerring och en labyrint.
Postat: 25 oktober 2008, 12:21:53
av arvidb
Jag har en studentlicens av Solid Egde. Fast det bästa cadprogram som jag har använt var Pro/DESKTOP, en budgetvariant av Pro/ENGINEER som var gratis för icke professionell användning. Tyvärr la de ner det...

Tyvärr funkar det inte med något överlapp alls, eftersom det inte går att montera spindeln då. Det är liksom det som är problemet...
Du råkar inte ha några lager över som passar vår spindel? 20 mm id, 14 mm tjocklek. Ytterdian kommer jag inte ihåg för tillfället.
Postat: 25 oktober 2008, 15:19:13
av Spruft
47?
Postat: 26 oktober 2008, 01:01:01
av arvidb
Här kommer då äntligen ritningar, i .png "for your immediate viewing pleasure", och i .pdf för faktisk användning.
Kolla efter fel! Bättre att rätta nu än när vi har grejerna i handen... Lagerlägena är designade efter 61804-2RZ resp 2x7204 i "face-to-face arrangement" (DF).
 ERS_Top_lid-081024.pdf
ERS_Top_lid-081024.pdf
 ERS_Housing-081024.pdf
ERS_Housing-081024.pdf
 ERS_Bottom_lid-081024.pdf
ERS_Bottom_lid-081024.pdf
 ERS_Sleeve-081024.pdf
ERS_Sleeve-081024.pdf
Jag hoppas hinna ringa Halands på måndag och fråga om det är ok att fråga om offert.
Vore bra om ev fel är hittade tills dess...
Postat: 26 oktober 2008, 02:08:38
av Fräsen
måttet 29,5 verkar sakna djup på första ritningen... troligtvis 1mm men den som bearbetar och räknar på offerten vet inte säkert.
Postat: 26 oktober 2008, 20:23:33
av Niklas-k
Snygg ritning!!!
Skall man vara petig skall diametermåtten ha diametertecken framför måttet.
Eftersom spindeln kommer snurra ganska fort, hur kommer du smörja lagrena?
Postat: 26 oktober 2008, 21:01:27
av arvidb
Fräsen: stämmer bra. Tack. Jag insåg dessutom att jag har glömt att måttsätta två detaljer på spindelhuset som inte ens syns nu: små avfasningar i kanten på lagersätena som SKF rekommenderade för att underlätta montering.
Niklas-k: Tack! Diametertecken tror jag att jag struntar i; CAD-programmet skriver inte ut dem automatiskt och ska jag sätta dit dem själv kommer jag säkert att missa det nånstans och då blir det bara ännu otydligare. Hoppas den som ska läsa ritningen står ut. Men bra att veta iaf.
Vill man smörja är det nog isärplockning som gäller, som det är ritat nu. De kommer ju att sitta i hobbymaskiner så de lär inte gå 24/7 direkt... men det kanske är nåt vi borde tänka på i alla fall? Hur gör man på t.ex. Kressar (som ju har ännu högre varvtal)? Funkar det inte med infettning?
Annars kunde ju en lösning vara ett gängat genomgående hål i spindelväggen där man kan spruta in olja och bara dra i en skruv som skydd när det inte används? Så får man olja övre lagret genom det hålet, och undre lagret genom att skruva loss bottenplattan. Fast det blir svårt att kolla "oljenivån"... sen blir det ju dyrare att tillverka också. Vad tycker ni? Hur gör H.O med sin spindel?
Postat: 26 oktober 2008, 21:25:02
av Niklas-k
För mycket olja är inte bra heller. Ett annat alternativ som jag tänkte på är oljedimsmörjning som du skickar in i lagom intervaller.
Sedan så kan du montera dit temperatursensor så du har koll på det.