

Hej
Tänkte lägga upp information om mitt lilla projekt här och dela med mig av mina misstag och erfarenheter och förhoppningsvis få lite feedback också.
Det började med att jag köpte en begagnade TOS fräs model FN40 som igentligen är en kopia på en Deckel verktygsfräs.
Fräsen i sig är en manuel maskin och den var i bra skick, eller rättare sagt så såg den bra ut och kändes bra.
Dock finner man alltid slitage på saker när man river ner det.
Det som känns bra är att gejdrarna ser riktigt bra ut och geometrin känndes bra efter lite körningar med klockor.
Planen är följande
# Full konvertering till cnc fräs
# Riva ner maskinen totalt och gå igenom allt och lackera till allt.
# Byta trapetsskruvarna mot kulskruvar (färdig konstruerat)
# Montera AC servo motorer
# Bygga om den borrande pinolen och montera dit en BT40 spindel med en 5Kw servomotor (6000rpm)
# Montera dit en elektrisk centralsmörjning
# Välja motion kontroller ( där är många frågetecken fortfarande)
Kommer uppdatera efterhand med bilder och information.
Statusen just nu är att fundamentet och Z tornet är genomgått och målat och hemtransporterat.
Det som står på agendan nu är att konstruera klart kulskruvarna och motorfästena så det kan gå iväg på bearbetning.
Undertiden så är planen att montera samma resten av maskinen.
DAP: TOS FN40 Verktygsfräs konvertering till CNC
DAP: TOS FN40 Verktygsfräs konvertering till CNC
Du har inte behörighet att öppna de filer som bifogats till detta inlägg.
-
tecno

- Inlägg: 27037
- Blev medlem: 6 september 2004, 17:34:45
- Skype: tecnobs
- Ort: Sparreholm, Södermanland N 59° 4.134', E 16° 49.743'
- Kontakt:
Re: DAP: TOS FN40 Verktygsfräs konvertering till CNC
Ser ut att bli ett kul projekt detta, vi ser framemot massor med bilder 
Re: DAP: TOS FN40 Verktygsfräs konvertering till CNC
Lite CAD bilder på det som skall skickas på tillverkning nu.
Du har inte behörighet att öppna de filer som bifogats till detta inlägg.
Re: DAP: TOS FN40 Verktygsfräs konvertering till CNC
Tanken är som följande
# Z-axeln skall få en 32mm kulskruv med 5mm stigning, här kommer det bli en remdrift pågrund av platsen.
Pågrund av platsen så kommer jag få tillverka lagerhuset i själva drevet.. blir rätt mycket special här
Motorn för denna rörelsen är en 1500rpm 2Kw servomotor med broms
# X-axeln skall också få en 32mm kulskruv med 5mm stigning, här skall det kompletteras med dubbla kulmuttrar för att få bort vändglappet.
Motorn här kommer också bli en 1500rpm 2Kw servomotor, direktdrift på kulskruven med en flexkoppling
# Y-axeln skall få en 25mm kulskruv med 5mm stigning, hade gärna satt en 32mm kulskruv här men tyvärr medgör den gamla konstruktionen att det ej går att få in
Så 25mm kulskruv och dubbla kulmuttrar, sen kommer här sitta en 1500rpm 1,5kw servomotor, direktdrift på kulskruven med en flexkoppling
# Z-axeln skall få en 32mm kulskruv med 5mm stigning, här kommer det bli en remdrift pågrund av platsen.
Pågrund av platsen så kommer jag få tillverka lagerhuset i själva drevet.. blir rätt mycket special här
Motorn för denna rörelsen är en 1500rpm 2Kw servomotor med broms
# X-axeln skall också få en 32mm kulskruv med 5mm stigning, här skall det kompletteras med dubbla kulmuttrar för att få bort vändglappet.
Motorn här kommer också bli en 1500rpm 2Kw servomotor, direktdrift på kulskruven med en flexkoppling
# Y-axeln skall få en 25mm kulskruv med 5mm stigning, hade gärna satt en 32mm kulskruv här men tyvärr medgör den gamla konstruktionen att det ej går att få in
Så 25mm kulskruv och dubbla kulmuttrar, sen kommer här sitta en 1500rpm 1,5kw servomotor, direktdrift på kulskruven med en flexkoppling
Re: DAP: TOS FN40 Verktygsfräs konvertering till CNC
Hallå Oskar!
Detta blir garanterat bra! rappa på nu och bli klar så att Staffan, jag och Henrik kan komma släpande med våra projekt
Vilka Motion kontrollers har du tittat på som funkar ihop med ditt servosystem?
Mvh
Jeppe
Detta blir garanterat bra! rappa på nu och bli klar så att Staffan, jag och Henrik kan komma släpande med våra projekt
Vilka Motion kontrollers har du tittat på som funkar ihop med ditt servosystem?
Mvh
Jeppe
Re: DAP: TOS FN40 Verktygsfräs konvertering till CNC
Jesper S: Hehe detta är ett litet sidoprojekt så till sommaren borde den kanske vara ihopsatt så alla axlar går att köra.
Mina drivar kommer bli dom senaste från Yaskawa/Omron (Sigma 5) och dessa är analog/pulse så igentligen kan jag välja vilken kontroller som helst.
Det står väl igentligen mellan följande.
# http://dynomotion.com/
Dynomotion's styrning, om man skall ha full nytta med den och som dom flesta kör så är det väl analogstyrning med pulsåterkopplings som gäller.
Själv tycker jag att detta känns som att gå tillbaka i tiden.... Men ni får gärna övertyga mig
# http://www.cs-lab.eu/en/index.php?m=gal ... er_STEPDIR
Den som jag tycker själv verkar bäst och mest industri anpassad är den från CS-Lab.
Den har opto kopplare på alla in & utgångar. Hanterar 24DC på alla ingångar (förutom puls signalerna)
Har inbyggd CAN-Bus som man kan dra vidare upp i pulpeten och sätta extra I/O där för knappar som man har utanför skärmens funktion.
Finns även en separat MPG modul för snabbare återkoppling
Finns också en separat gängmodul för synkgängning.
Största nackdelen är väl att det kostar mer pengar är Dynomotion.
Sen finns det säkert fler kort men då känns det som att alla dom har bara en massa 3v & 5v signaler och så får man bygga massa andra saker kring detta?
Mina drivar kommer bli dom senaste från Yaskawa/Omron (Sigma 5) och dessa är analog/pulse så igentligen kan jag välja vilken kontroller som helst.
Det står väl igentligen mellan följande.
# http://dynomotion.com/
Dynomotion's styrning, om man skall ha full nytta med den och som dom flesta kör så är det väl analogstyrning med pulsåterkopplings som gäller.
Själv tycker jag att detta känns som att gå tillbaka i tiden.... Men ni får gärna övertyga mig
# http://www.cs-lab.eu/en/index.php?m=gal ... er_STEPDIR
Den som jag tycker själv verkar bäst och mest industri anpassad är den från CS-Lab.
Den har opto kopplare på alla in & utgångar. Hanterar 24DC på alla ingångar (förutom puls signalerna)
Har inbyggd CAN-Bus som man kan dra vidare upp i pulpeten och sätta extra I/O där för knappar som man har utanför skärmens funktion.
Finns även en separat MPG modul för snabbare återkoppling
Finns också en separat gängmodul för synkgängning.
Största nackdelen är väl att det kostar mer pengar är Dynomotion.
Sen finns det säkert fler kort men då känns det som att alla dom har bara en massa 3v & 5v signaler och så får man bygga massa andra saker kring detta?
Re: DAP: TOS FN40 Verktygsfräs konvertering till CNC
Du måste inte köra analogt för att sluta loopen i KFlop'en (alltså utan Kanalog). Vad jag förstår så går det att köra steg och riktning till drivern och enkoder-feedback till KFlop, se avsnittet Closed loop stepper. I ditt fall måste du ju då ta den "emulerade" feedback'en från drive'n eftersom enkodern inte är en "vanlig" enkoder. Vill du INTE sluta loopen i KFlop'en utan i din drive och köra open loop steg- och riktning så behöver du såklart inte heller KAnanlog.Dynomotion's styrning, om man skall ha full nytta med den och som dom flesta kör så är det väl analogstyrning med pulsåterkopplings som gäller.
Nackdelen är dock att utan KAnalog så är KFlop'en inte så trevlig att ansluta till eftersom det då saknas skruvplintar och signalerna är inte anpassade till "verkligheten" - dvs det är 3.3V eller 5V, ungefär som på Smoothsteppern. Jag skulle tro att det går att köra steg- och riktning även om man HAR KAnalog men då betalar man ju för något man egentligen inte behöver.
CS-lab-prylarna ser verkligen trevliga ut (och med bra dokumentation!) men jag har nästan inte sett någon feedback på hur de faktiskt fungerar. Och som du säger, de är dyrare än KFlop+KAnalog och (om jag läser rätt) så ger den modellen du länkar till dig inte möjlighet att sluta loopen i motion controllern (om du nu skulle vilja det).
Re: DAP: TOS FN40 Verktygsfräs konvertering till CNC
H.O: Ja det var det vi pratade när jag var hos dig. tackar för länken.
Jag har ju inga som helst problem att skicka ut ett pulståg från drivarna.
Sen om detta är rätt sätt att köra kan man ju orda om.
Men om jag har den här KAnalog kortet på Kflopen kan man då köra helt med 24vdc signaler på in & utgångar eller? Tänker nu på vanliga I/O.
Sen vad är utfrekvensen på KFlopen om man kör med pulståg?
Som jag med fattat så är det USB anslutning på detta kortet mot datorn och detta läste jag om att nån från Mach3 inte rekommenderade på industrimaskiner.
Så på de sättet så känns CS-Lab eller Smoothsteppern med ethernet interface bättre eller har jag fel?
Har inte SmoothSteppern blivit bättre med plugin och manualer?
Jag har ju inga som helst problem att skicka ut ett pulståg från drivarna.
Sen om detta är rätt sätt att köra kan man ju orda om.
Men om jag har den här KAnalog kortet på Kflopen kan man då köra helt med 24vdc signaler på in & utgångar eller? Tänker nu på vanliga I/O.
Sen vad är utfrekvensen på KFlopen om man kör med pulståg?
Som jag med fattat så är det USB anslutning på detta kortet mot datorn och detta läste jag om att nån från Mach3 inte rekommenderade på industrimaskiner.
Så på de sättet så känns CS-Lab eller Smoothsteppern med ethernet interface bättre eller har jag fel?
Har inte SmoothSteppern blivit bättre med plugin och manualer?
Re: DAP: TOS FN40 Verktygsfräs konvertering till CNC
* 8st open-utgångar som klarar 24V och upp till 1A. Open drain betyder att de inte ger någon spänning utan istället switchar till jord (tänk givare med NPN-utgång).Men om jag har den här KAnalog kortet på Kflopen kan man då köra helt med 24vdc signaler på in & utgångar eller? Tänker nu på vanliga I/O.
* 8st optoisolerade utgångar som klarar upp till 80V men de klarar bara 25mA. Ska du använda dessa till typ ventiler, solenoider, kontakorer etc måste du ha någon form av buffert i mellan. Ett "rack" med halvledarreläer så är det fixat.
* 8st utgångar som är på logiknivå, max 12mA. (Klarar alltså INTE 24VDC)
* 8st opto-isolerade ingångar som klarar 3-24VDC.
* 8st ingångar, 3.3V logik. (Klarar alltså INTE 24VDC)
Du hittar mycket information om de fysiska in- och utgångarna här.
Upp till 2.5MHz står det på sidan 263 i manualen.Sen vad är utfrekvensen på KFlopen om man kör med pulståg?
På samma sida står också att steg- och riktningssignalerna normalt "kommer ut" i kontakt JP7 (4st) och JP5 (4st). Men JP7 används för att ansluta till KAnalog och då finns det inställning som "flyttar" de fyra första steg- och riktningsutgångarna från JP7 till JP4 och JP6 istället. Så det verkar helt klart som att du KAN köra steg och riktning även om du har KAnalog, det ända som är lite bökigt är att ansluta till kontakterna på KFlop'en men det är ju lösbart. För själva KFlop hittar du en översikt över dess kontakter här.
Nu är jag ingen expert på Dynomtion-prylarna så du får inte ta det jag skriver ovan för givet. Det är vad jag lyckas läsa mig till genom att bläddra runt lite på deras dokumentationssidor. T.ex vet jag inte om en "flytt" av de 4 första steg- och riktningsutångarna "äter upp" annan I/O som normalt finns i JP4 och JP6. Ska du "bara" ha 4 axlar kan du ju använda axel 5-8 och strunta i de fyra första - problem solved.
Jag tror att om man gör det rätt och riktigt så fungerar det. Men visst, Ethernet har ju den inbyggda fördelen att det är ett isolerat interface så det ÄR mindre känsligt.Som jag med fattat så är det USB anslutning på detta kortet mot datorn och detta läste jag om att nån från Mach3 inte rekommenderade på industrimaskiner.
Så på de sättet så känns CS-Lab eller Smoothsteppern med ethernet interface bättre eller har jag fel?
Plugin'en har nog blivit bättre men inte dokumentationen, i alla fall inte för USB-versionen. Exakt hur det står till med dokumentation till Ethernet-versionen vet jag inte.Har inte SmoothSteppern blivit bättre med plugin och manualer?
EDIT: Mer matnyttig information om att använda steg- och riktning på KFlop.
Re: DAP: TOS FN40 Verktygsfräs konvertering till CNC
Fin fräs (har själv en FGU-32)!
Blev inte helt klok på om du hade kulskruvarna men fattade det nog så? Annars har jag 1st beg. ifrån en Sajo VMC-300 CNC med kulmutter, teleskopfjädrar, gavlar och lagringar. Är ca 1300mm lång, 1000mm slag, 5mm/v i stigning och 31,3mm diam.
Är det intressant så lägg ett bud. K-stad är ca 45min ifrån mig!
Blev inte helt klok på om du hade kulskruvarna men fattade det nog så? Annars har jag 1st beg. ifrån en Sajo VMC-300 CNC med kulmutter, teleskopfjädrar, gavlar och lagringar. Är ca 1300mm lång, 1000mm slag, 5mm/v i stigning och 31,3mm diam.
Är det intressant så lägg ett bud. K-stad är ca 45min ifrån mig!

Re: DAP: TOS FN40 Verktygsfräs konvertering till CNC
Jag kanske är ute och cyklar nu (är inte helt hundra på vad det är ni menar med motion controller) men jag satt i alla fall och tittade på korten från Mesa igår (att användas tillsammans med LinuxCNC, f.d. EMC2).
Det låter som om du vill ha nåt seriöst och då verkar denna combo trevlig:
* Mesa 5i23: PCI-kort med FPGA och 3x48 IO. (€210 inkl VAT)
* Mesa 7i52: 6 ch encoder interface (3xRS-422 per encoder) + 6 ch RS-422. Kopplas till en av PCI-kortets IO-kontakter. (€69 inkl VAT)
* Mesa 7i83: 6 ch 13-bit +-10V out. Kopplas med RS-422 till 7i52. ($79 - har inte hittat detta i Europa men det kanske går att be dem ta in.) Detta kort är jag inte helt hundra på att det stöds av LinuxCNC.
* Mesa 7i66: 5-32 VDC/2.5 A, isolerat, 16-in/8-ut IO-kort. Kopplas med RS-422 till 7i52. ($79)
Med detta får man ren RS-422-kommunikation mellan maskin och dator. Datorn med installerad LinuxCNC används som motion controller (PID-kontroll och path planning).
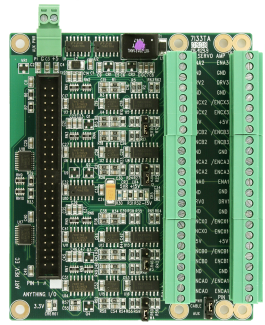
Jag tyckte att det lät trevligt iaf. Dock lite dyrt för min smak. Jag skulle nog satsa på Mesa 7i43 (ungefär som 5i23 men med EPP-interface istf PCI, $99) + 7i33TA (quad servo interface, $79):
Dock lite dyrt för min smak. Jag skulle nog satsa på Mesa 7i43 (ungefär som 5i23 men med EPP-interface istf PCI, $99) + 7i33TA (quad servo interface, $79):
Med detta blir det dock antingen +-10V direkt från datorn eller så går alla signaler mellan dator och maskin över en parallellportskabel, beroende på var man placerar korten.
Det låter som om du vill ha nåt seriöst och då verkar denna combo trevlig:
* Mesa 5i23: PCI-kort med FPGA och 3x48 IO. (€210 inkl VAT)
* Mesa 7i52: 6 ch encoder interface (3xRS-422 per encoder) + 6 ch RS-422. Kopplas till en av PCI-kortets IO-kontakter. (€69 inkl VAT)
* Mesa 7i83: 6 ch 13-bit +-10V out. Kopplas med RS-422 till 7i52. ($79 - har inte hittat detta i Europa men det kanske går att be dem ta in.) Detta kort är jag inte helt hundra på att det stöds av LinuxCNC.
* Mesa 7i66: 5-32 VDC/2.5 A, isolerat, 16-in/8-ut IO-kort. Kopplas med RS-422 till 7i52. ($79)
Med detta får man ren RS-422-kommunikation mellan maskin och dator. Datorn med installerad LinuxCNC används som motion controller (PID-kontroll och path planning).
Jag tyckte att det lät trevligt iaf.
Med detta blir det dock antingen +-10V direkt från datorn eller så går alla signaler mellan dator och maskin över en parallellportskabel, beroende på var man placerar korten.
Re: DAP: TOS FN40 Verktygsfräs konvertering till CNC
HejSwemill skrev:Fin fräs (har själv en FGU-32)!
Blev inte helt klok på om du hade kulskruvarna men fattade det nog så? Annars har jag 1st beg. ifrån en Sajo VMC-300 CNC med kulmutter, teleskopfjädrar, gavlar och lagringar. Är ca 1300mm lång, 1000mm slag, 5mm/v i stigning och 31,3mm diam.
Är det intressant så lägg ett bud. K-stad är ca 45min ifrån mig!
Tack för erbjudandet.
En kompis jobbar med kulskruvar hela dagarna så han kommer tillverka anpassade skruvar till mig med muttrar och allt.
Blir enklast och smidigast så, iallafall i mitt fall.
Re: DAP: TOS FN40 Verktygsfräs konvertering till CNC
arvidb skrev:Jag kanske är ute och cyklar nu (är inte helt hundra på vad det är ni menar med motion controller) men jag satt i alla fall och tittade på korten från Mesa igår (att användas tillsammans med LinuxCNC, f.d. EMC2).
Det låter som om du vill ha nåt seriöst och då verkar denna combo trevlig:
* Mesa 5i23: PCI-kort med FPGA och 3x48 IO. (€210 inkl VAT)
* Mesa 7i52: 6 ch encoder interface (3xRS-422 per encoder) + 6 ch RS-422. Kopplas till en av PCI-kortets IO-kontakter. (€69 inkl VAT)
* Mesa 7i83: 6 ch 13-bit +-10V out. Kopplas med RS-422 till 7i52. ($79 - har inte hittat detta i Europa men det kanske går att be dem ta in.) Detta kort är jag inte helt hundra på att det stöds av LinuxCNC.
* Mesa 7i66: 5-32 VDC/2.5 A, isolerat, 16-in/8-ut IO-kort. Kopplas med RS-422 till 7i52. ($79)
Med detta får man ren RS-422-kommunikation mellan maskin och dator. Datorn med installerad LinuxCNC används som motion controller (PID-kontroll och path planning).
Jag tyckte att det lät trevligt iaf.
Med detta blir det dock antingen +-10V direkt från datorn eller så går alla signaler mellan dator och maskin över en parallellportskabel, beroende på var man placerar korten.
Hej Arvid
Har bara fluktat lite lätt på Linux CNC men ej blivit riktigt klok på det.
# Är det bättre än Mach3?
# Hur svårt är det då jag aldrig ens sett en dator med Linux på, pallar inte lära mig ett OP system också.
# Hur stabilt är systemet?
# Hur bra support finns det? Likaså finns det många svesnakr som kör det?
# Har kollat lite på MESA produkterna men fattade inget av deras hemsida. Hur vet man vad man skall välja för produkter?
# Funkar det likvärdigt med att man kan typ skriva egen PLC kod och sen kommunicera ut på I/O plintarna för externa styrningar som verktygsväxlare, kylpumpar med mera?
# Kör man med puls styrning eller analog styrning till drivsystemen?
# Hur bra är dom interna reglerlooparna mot tillexempel då KFlop korten. För linux CNC använder datorns cpu då för reglerlooparna eller dom läggs i MESA korten?
Finns säkert miljoner frågopr till men detta var några

Re: DAP: TOS FN40 Verktygsfräs konvertering till CNC
>> Är det bättre än Mach3?
Det beror på vad du vill göra. Finns inget generellt svar.
>> Hur svårt är det...
Ja det kommer ju vara ett nytt system, men du behöver knappt röra linux-systemet, och Ubuntu är dessutom riktigt enkelt att använda så linux i sig lär inte vara det svåra...
>> Hur stabilt är systemet?
Det är stabilt.
>> Hur bra support...
Detta är lite krångligare, finns inte samma community som för Mach 3.
Vet att det finns en hyfsad mängd svenskar som kör det.
Finns rätt rejäla och vettiga manualer.
>> PLC
LinuxCNC har en inbyggd "PLC" som heter classicladder som du kan göra allt du beskriver med.
>> Kör man med puls styrning eller analog styrning till drivsystemen?
Beror på din hårdvara, puls är nog vanligast.
>> Hur bra är dom interna reglerlooparna....
LinuxCNC klarar både interna respektive externa reglerloopar beroende på hårdvara. De interna ska tydligen vara bra har jag förstått.
Det beror på vad du vill göra. Finns inget generellt svar.
>> Hur svårt är det...
Ja det kommer ju vara ett nytt system, men du behöver knappt röra linux-systemet, och Ubuntu är dessutom riktigt enkelt att använda så linux i sig lär inte vara det svåra...
>> Hur stabilt är systemet?
Det är stabilt.
>> Hur bra support...
Detta är lite krångligare, finns inte samma community som för Mach 3.
Vet att det finns en hyfsad mängd svenskar som kör det.
Finns rätt rejäla och vettiga manualer.
>> PLC
LinuxCNC har en inbyggd "PLC" som heter classicladder som du kan göra allt du beskriver med.
>> Kör man med puls styrning eller analog styrning till drivsystemen?
Beror på din hårdvara, puls är nog vanligast.
>> Hur bra är dom interna reglerlooparna....
LinuxCNC klarar både interna respektive externa reglerloopar beroende på hårdvara. De interna ska tydligen vara bra har jag förstått.
Re: DAP: TOS FN40 Verktygsfräs konvertering till CNC
>> Är det bättre än Mach3?
Det beror på vad du vill göra. Finns inget generellt svar. '
Förstår att det inte går att bara säga så genberellt, men vad man kan tyda när man läser på olika forum så känns EMC bättre på industimaskiner som är mer komplexa.
>> Hur svårt är det...
Ja det kommer ju vara ett nytt system, men du behöver knappt röra linux-systemet, och Ubuntu är dessutom riktigt enkelt att använda så linux i sig lär inte vara det svåra...
Nu kommer alla dom har knepa sakerna, till att börja med, vad är Ubuntu för nåt?
Har med hört att man ej behöver kunna nåt om själva Linux.
>> Hur stabilt är systemet?
Det är stabilt.
Ja det hajar jag, men vad klarar systemet av, kan man köra 6 encodrar på 4MHZ vardera.
Tycker liksom inte någobnstans man hittar någon konkret information om vad det klarar och vad MESA korten klarar.
Säkert jag som letar på fel ställe.
>> Hur bra support...
Detta är lite krångligare, finns inte samma community som för Mach 3.
Vet att det finns en hyfsad mängd svenskar som kör det.
Finns rätt rejäla och vettiga manualer.
Får ta och läsa på om detta mer. Det jag blev missnöjd med var på MESA korten och att det inte fanns några konkreta inkopplings exempel. Finns detta någon annanstans att hitta? Tips på sidor?
>> PLC
LinuxCNC har en inbyggd "PLC" som heter classicladder som du kan göra allt du beskriver med.
Ok och då får man tillgång till alla analoga in & ut och alla digitala in & ut gångar typ?
Kan man sen via M-koder sätta signaler i plc koden?
>> Kör man med puls styrning eller analog styrning till drivsystemen?
Beror på din hårdvara, puls är nog vanligast.
Jag tror nog att puls blir det som jag kommer köra, vad sätter man drivarna i för mode då? Blir det torque mode och sen skickar man tillbaka puls signalen från driven till MESA korten typ?
>> Hur bra är dom interna reglerlooparna....
LinuxCNC klarar både interna respektive externa reglerloopar beroende på hårdvara. De interna ska tydligen vara bra har jag förstått.
Ok men ligger regler looparna då på dator cpu'n eller dom lägger sig på typ MESA FGPA korten?
Det beror på vad du vill göra. Finns inget generellt svar. '
Förstår att det inte går att bara säga så genberellt, men vad man kan tyda när man läser på olika forum så känns EMC bättre på industimaskiner som är mer komplexa.
>> Hur svårt är det...
Ja det kommer ju vara ett nytt system, men du behöver knappt röra linux-systemet, och Ubuntu är dessutom riktigt enkelt att använda så linux i sig lär inte vara det svåra...
Nu kommer alla dom har knepa sakerna, till att börja med, vad är Ubuntu för nåt?
Har med hört att man ej behöver kunna nåt om själva Linux.
>> Hur stabilt är systemet?
Det är stabilt.
Ja det hajar jag, men vad klarar systemet av, kan man köra 6 encodrar på 4MHZ vardera.
Tycker liksom inte någobnstans man hittar någon konkret information om vad det klarar och vad MESA korten klarar.
Säkert jag som letar på fel ställe.
>> Hur bra support...
Detta är lite krångligare, finns inte samma community som för Mach 3.
Vet att det finns en hyfsad mängd svenskar som kör det.
Finns rätt rejäla och vettiga manualer.
Får ta och läsa på om detta mer. Det jag blev missnöjd med var på MESA korten och att det inte fanns några konkreta inkopplings exempel. Finns detta någon annanstans att hitta? Tips på sidor?
>> PLC
LinuxCNC har en inbyggd "PLC" som heter classicladder som du kan göra allt du beskriver med.
Ok och då får man tillgång till alla analoga in & ut och alla digitala in & ut gångar typ?
Kan man sen via M-koder sätta signaler i plc koden?
>> Kör man med puls styrning eller analog styrning till drivsystemen?
Beror på din hårdvara, puls är nog vanligast.
Jag tror nog att puls blir det som jag kommer köra, vad sätter man drivarna i för mode då? Blir det torque mode och sen skickar man tillbaka puls signalen från driven till MESA korten typ?
>> Hur bra är dom interna reglerlooparna....
LinuxCNC klarar både interna respektive externa reglerloopar beroende på hårdvara. De interna ska tydligen vara bra har jag förstått.
Ok men ligger regler looparna då på dator cpu'n eller dom lägger sig på typ MESA FGPA korten?

