Skulle jag väl kunna göra.
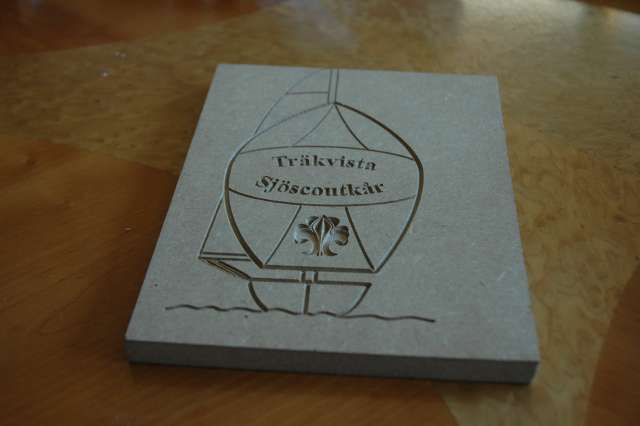
Bild 1
Material: 12mm MDF
Frässtål: HM V-formad halvfräs 60 graders vinkel
Bild 2
Material: 12mm MDF
Frässtål: Samma som ovan
Bild 3
Material: 30mm MDF
Frässtål: HSS 6mm Ballnose
Matning: 300mm/min har jag för mig...
Varvtal: Runt 3-4 på kressen tror jag...
Bild 4
Material: 16mm MDF
Frässtål: HM 3mm "jojje-fräs"
Bild 5
Material: Transply gravyrplast från cnc-plus.de
Frässtål:
Till dom flesta skyltarna så användes en tvåskärs 1/16" HM ballnose,
på "You are beeing monitored" användes en 1/32" endmill pga
detaljerna.
Bild 6
Material: 2mm plexiglas
Frässtål: samma 1/16 ballnose som ovan, mest för att den satt i
och jag ville testa i plexi

Matning: någonstans mellan 150 och 200 mm/min
Kylning: Spraykylning med vatten
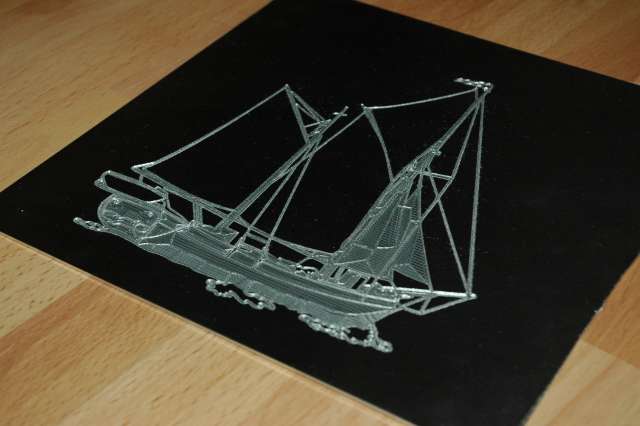
Bild 7
Gravyren:
Material: 4mm Plexiglass
Frässtål: samma stål som ovanstående
Matning: 200mm/min
Kylning: Spraykylning med vatten
Sockeln
Material: 16mm MDF
Frässtål: 3mm HM Jojje-fräs
Bottenplatta
Material: 0.5mm Alu
Frässtål: HM 1/32" endmill
Kylning: Spraykylning med T-röd
Bild 9
Material: 0.5mm alu
Frässtål: 1/16" endmill
Matning: 100mm/min har jag för mig
Varvtal: rätt lågt...
Kylning: Spraykylning med T-röd
Bild 10
Denna var meningen att det skulle bli en gravyr, men pga en miss med fräsdjupsinställningen så blev det en genomfräsning...
Material: 1mm Alu
Frässtål: 1/16" Ballnose
Kylning: Spraykylning med T-röd
Bild 11
Material: 1.5mm Alu
Frässtål: 60-graders V-halvfräs
Kylning: Spraykylning med T-röd
Allt plexiglas och alu inköpt på classe,
gravyrplast från cnc-plus och mdf från lokala brädgården.